|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese
HISTORIA TECHNOLOGII, TECHNOLOGII, OBIEKTÓW WOKÓŁ NAS
Suwmiarka. Historia wynalazku i produkcji
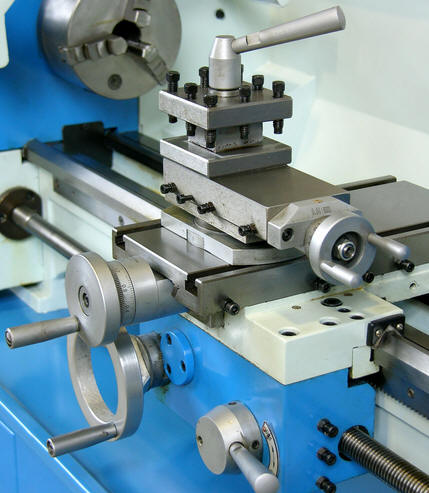
Katalog / Historia technologii, technologii, przedmiotów wokół nas Suwmiarka (z angielskiego i francuskiego suportu, z późnego łac. supporto – ja podpieram) – jednostka przeznaczona do mocowania i ręcznego lub automatycznego przesuwania narzędzia, np. w obrabiarkach. Podpora składa się zazwyczaj z uchwytu narzędziowego oraz części pośrednich takich jak prowadnice, które zapewniają zadany kierunek ruchu narzędzia.
Jednym z najważniejszych osiągnięć inżynierii mechanicznej na początku XIX wieku było rozpowszechnienie się obrabiarek ze suwmiarką - mechanicznych oprawek do noża. Jakkolwiek prosty i na pierwszy rzut oka nieistotny może się wydawać ten dodatek do maszyny, bez przesady można powiedzieć, że jego wpływ na udoskonalanie i dystrybucję maszyn był tak duży, jak wpływ zmian dokonanych przez Watta w silniku parowym. Wprowadzenie zacisku od razu doprowadziło do ulepszenia i obniżenia kosztów wszystkich maszyn, dało impuls do nowych ulepszeń i wynalazków. Tokarka ma bardzo starożytną historię, a przez lata jej konstrukcja zmieniła się bardzo niewiele. Być może zasadę działania tego urządzenia zasugerowało ludziom koło garncarskie. Wprowadzając kawałek drewna w ruch obrotowy, mistrz za pomocą dłuta mógł nadać mu najbardziej dziwaczny cylindryczny kształt. Aby to zrobić, przycisnął dłuto do szybko obracającego się kawałka drewna, oddzielił od niego okrągłe wióry i stopniowo nadał przedmiotowi pożądany kształt. W szczegółach ich urządzenia maszyny mogły się znacznie różnić od siebie, ale do końca XVIII wieku wszystkie miały jedną podstawową cechę: podczas obróbki przedmiot obracał się, a nóż był w rękach mistrza . Wyjątki od tej reguły zdarzały się bardzo rzadko iw żadnym wypadku nie można ich uznać za typowe dla tej epoki. Na przykład uchwyty nożowe stały się powszechne w kopiarkach. Za pomocą takich maszyn pracownik, który nie miał specjalnych umiejętności, mógł wytwarzać skomplikowane produkty o bardzo złożonym kształcie. Do tego wykorzystano model z brązu, który wyglądał jak produkt, ale większy (zwykle 2:1).
Pożądany obraz uzyskano na obrabianym przedmiocie w następujący sposób. Maszyna została wyposażona w dwa zaciski, które umożliwiały obracanie produktów bez udziału ręki pracownika: w jednym zamocowano palec kopiujący, w drugim nóż. Stały palec kopiujący wyglądał jak pręt, na którego zaostrzonym końcu umieszczono mały wałek. Model był stale dociskany do wałka palca kopiującego specjalną sprężyną. Podczas pracy maszyna zaczęła się obracać i zgodnie z występami i zagłębieniami na swojej powierzchni wykonywała ruchy oscylacyjne. Te ruchy modelu były przenoszone przez system kół zębatych na obracający się przedmiot, który je powtarzał. Obrabiany przedmiot stykał się z frezem, tak jak model stykał się z palcem kopii. W zależności od reliefu modelu przedmiot obrabiany zbliżał się do frezu lub oddalał się od niego. W tym samym czasie zmieniła się również grubość wiórów. Po wielu przejściach frezu po powierzchni obrabianego przedmiotu pojawił się relief podobny do tego na modelu, ale w mniejszej skali. Kopiarka była bardzo skomplikowanym i drogim narzędziem. Mogli go kupić tylko bardzo zamożni ludzie. W pierwszej połowie XVIII wieku, kiedy nastała moda na wyroby toczone z drewna i kości, pracami tokarskimi zajmowało się wielu europejskich monarchów i utytułowana szlachta. Dla nich w większości przeznaczone były kopiarki. Na przykład taka maszyna (wyprodukowana, jak można przypuszczać, przez wybitnego rosyjskiego mechanika Nartowa) została zainstalowana w 1712 roku w warsztacie cara Rosji Piotra Wielkiego.
Suwmiarki były używane w niektórych maszynach w zegarmistrzostwie, ponieważ ułatwiały toczenie precyzyjnych części mechanizmów zegarkowych. Pod koniec wieku zaczęto je montować na tokarkach. W 10. tomie Encyklopedii Diderota po raz pierwszy umieszczono obraz najprostszej podpory krzyżowej dużej tokarki. Ta suwmiarka mogła obracać się wokół osi i zbliżać się do obrabianego przedmiotu za pomocą śruby, ale nie mogła się po niej poruszać. Ale te urządzenia nie były szeroko stosowane w toczeniu. Prosta tokarka w pełni zaspokajała wszystkie ludzkie potrzeby do drugiej połowy XVIII wieku. Jednak od połowy wieku coraz bardziej konieczna jest obróbka masywnych części żelaznych z dużą dokładnością. Wały, śruby różnej wielkości, koła zębate były pierwszymi częściami maszyn, których mechaniczna produkcja została natychmiast zakwestionowana po ich pojawieniu się, ponieważ były potrzebne w ogromnych ilościach. Szczególnie ostra potrzeba precyzyjnej obróbki metalowych półfabrykatów zaczęła być odczuwalna po wprowadzeniu wielkiego wynalazku Watta. Jak już wspomniano, produkcja części do maszyn parowych okazała się bardzo trudnym zadaniem technicznym, jak na poziom, który inżynieria mechaniczna osiągnęła w XVIII wieku. Zwykle nóż był mocowany na długim patyku w kształcie haka. Robotnik trzymał go w dłoniach, opierając się jak dźwignia na specjalnym stojaku. Ta praca wymagała wielkich umiejętności zawodowych i dużej siły fizycznej. Każdy błąd prowadził do uszkodzenia całego przedmiotu lub zbyt dużego błędu obróbki.
W 1765 r., ze względu na niemożność rozwiercenia z wystarczającą dokładnością cylindra o długości dwóch stóp i średnicy sześciu cali, Watt musiał sięgnąć po cylinder plastyczny. Otwór cylindra o długości 28 stóp i średnicy XNUMX cali był dokładny do „grubości małego palca”. Nie trzeba dodawać, że taka „dokładność” w produkcji silnika parowego była całkowicie niewystarczająca. Sytuację można było naprawić tylko w jeden sposób: konieczne było stworzenie maszyn do produkcji maszyn. Maszyny miały zastąpić brakujących wysoko wykwalifikowanych robotników i zapewnić masową produkcję tanich i niezawodnych maszyn. Od początku XIX wieku rozpoczęła się stopniowa rewolucja w inżynierii mechanicznej. W miejsce starej tokarki pojawiają się jedna po drugiej nowe, precyzyjne automaty wyposażone w suwmiarki. Początek tej rewolucji zapoczątkowała tokarka do wkręcania śrub angielskiego mechanika Henry'ego Maudsleya, która umożliwiła automatyczne obracanie śrub i bolców z dowolnym gwintem.
Ogólnie rzecz biorąc, wycinanie śrub od dawna pozostaje trudnym zadaniem technicznym, ponieważ wymaga dużej precyzji i umiejętności. Mechanicy od dawna zastanawiali się, jak uprościć tę operację. Już w 1701 r. w pracy C. Plume opisano metodę nacinania śrub za pomocą prymitywnej suwmiarki. Aby to zrobić, kawałek śruby został przylutowany do przedmiotu obrabianego jako trzpień. Skok lutowanej śruby musiał być równy skokowi śruby wycinanej na obrabianym przedmiocie. Następnie obrabiany przedmiot został zainstalowany w najprostszym zdejmowanym drewnianym wrzecienniku; wrzeciennik podtrzymywał korpus przedmiotu obrabianego, a z tyłu włożono lutowaną śrubę. Podczas obracania śruby drewniane gniazdo konika zostało zmiażdżone w kształcie śruby i służyło jako nakrętka, w wyniku czego cały obrabiany przedmiot przesuwał się w kierunku wrzeciennika. Wręcz przeciwnie, posuw był taki, że umożliwiał stałemu nożowi cięcie śruby o wymaganym skoku. Podobny rodzaj urządzenia był na tokarce do śrub z 1785 roku, która była bezpośrednim poprzednikiem maszyny Maudsley. Tutaj gwint, który służył jako model dla wykonywanej śruby, był nakładany bezpośrednio na wrzeciono, które przytrzymywało obrabiany przedmiot i wprawiało go w ruch obrotowy. (Wrzeciono nazywane jest obracającym się wałem tokarki z urządzeniem do mocowania przedmiotu obrabianego.) Umożliwiło to maszynowe docinanie śrub: pracownik obracał przedmiot obrabiany, który dzięki gwintowi wrzeciona, podobnie jak w Oprawa Plume zaczęła się stopniowo poruszać w stosunku do dłuta stałego, które robotnik trzymał na kiju. W ten sposób uzyskano gwint na produkcie, który dokładnie odpowiadał gwintowi wrzeciona. Jednak dokładność i prostoliniowość obróbki zależała tutaj wyłącznie od siły i twardości ręki pracownika kierującego narzędziem. To była wielka niedogodność. Ponadto gwint na wrzecionie miał tylko 8-10 mm, co pozwalało na cięcie tylko bardzo krótkich śrub. Maszyna do cięcia śrub zaprojektowana przez Maudsleya stanowiła znaczący krok naprzód. Historię jego wynalazku opisują w ten sposób współcześni. W latach 1794-1795 Maudsley, jeszcze młody, ale już bardzo doświadczony mechanik, pracował w warsztacie słynnego wynalazcy Bramy. Głównymi produktami warsztatu były toalety i zamki wymyślone przez Brahmę. Zapotrzebowanie na nie było bardzo duże i trudno było je wykonać ręcznie. Brahma i Maudsley stanęli przed zadaniem zwiększenia liczby części produkowanych na obrabiarkach. Jednak stara tokarka była do tego niewygodna. Rozpoczynając prace nad jego udoskonaleniem, Maudsley w 1794 roku dostarczył mu zacisk krzyżowy. Dolna część zacisku (sanie) została zamontowana na tej samej ramie z konikiem maszyny i mogła przesuwać się po jej prowadnicy. W każdym miejscu zacisk można było mocno przykręcić śrubą. Na dolnej zjeżdżalni znajdowały się górne, ułożone w podobny sposób. Za ich pomocą nóż mocowany śrubą w szczelinie na końcu stalowego pręta mógł poruszać się w kierunku poprzecznym. Ruch suwmiarki w kierunku wzdłużnym i poprzecznym odbywał się za pomocą dwóch śrub pociągowych. Przesuwając frez za pomocą suwmiarki blisko przedmiotu obrabianego, sztywno ustawiając go na saniach poprzecznych, a następnie przesuwając po obrabianej powierzchni, udało się z dużą dokładnością odciąć nadmiar metalu. W tym przypadku suwmiarka służyła jako ręka pracownika trzymająca nóż. W opisywanym projekcie w zasadzie nie było jeszcze nic nowego, ale był to niezbędny krok w kierunku dalszych ulepszeń. Opuszczając Brahmę wkrótce po jego wynalazku, Maudsley założył własny warsztat, aw 1798 stworzył bardziej zaawansowaną tokarkę. Maszyna ta stała się ważnym kamieniem milowym w rozwoju przemysłu obrabiarek, ponieważ po raz pierwszy umożliwiła automatyczne wycinanie śrub o dowolnej długości i dowolnym skoku. Jak już wspomniano, słabym punktem starej tokarki było to, że mogła ciąć tylko krótkie śruby. Nie mogło być inaczej - wszak nie było podparcia, ręka robotnika musiała pozostać nieruchoma, a sam przedmiot poruszał się wraz z wrzecionem. W maszynie Maudsley przedmiot obrabiany pozostawał nieruchomy, a zacisk z zamocowanym w nim nożem poruszał się. Aby suwmiarka poruszała się po dolnym saniach wzdłuż maszyny, Maudsley połączył trzpień wrzeciennika ze śrubą pociągową suwmiarki za pomocą dwóch kół zębatych. Obrotowa śruba została wkręcona w nakrętkę, która pociągała za sobą sanki zaciskowe i przesuwała je po łożu. Ponieważ śruba pociągowa obracała się z taką samą prędkością jak wrzeciono, obrabiany przedmiot był gwintowany z takim samym skokiem jak ta śruba. Do wycinania śrub o różnych skokach maszyna posiadała zapas śrub pociągowych. Automatyczne wycinanie śruby na maszynie przebiegało następująco. Obrabiany przedmiot został zaciśnięty i obrócony do wymaganych wymiarów, bez uwzględnienia mechanicznego posuwu suwmiarki. Następnie śruba pociągowa została podłączona do wrzeciona, a cięcie spiralne przeprowadzono w kilku przejściach frezu. Zwrot zacisku każdorazowo odbywał się ręcznie po wyłączeniu posuwu samobieżnego. W ten sposób śruba pociągowa i zacisk całkowicie zastąpiły rękę pracownika. Ponadto umożliwiły znacznie dokładniejsze i szybsze cięcie nici niż na poprzednich maszynach. W 1800 roku Maudsley dokonał niezwykłego ulepszenia swojej maszyny - zamiast zestawu wymiennych śrub pociągowych użył zestawu wymiennych kół zębatych, które łączyły wrzeciono i śrubę pociągową (było ich 28 z liczbą zębów od 15 do 50). Teraz możliwe było uzyskanie różnych gwintów o różnych skokach za pomocą jednej śruby pociągowej. Rzeczywiście, jeśli trzeba było na przykład uzyskać śrubę, której skok jest n razy mniejszy od skoku śruby pociągowej, konieczne było wprawienie przedmiotu obrabianego z taką prędkością, aby wykonał n obrotów, podczas gdy śruba pociągowa wykonała tylko jedna rewolucja. Ponieważ śruba pociągowa otrzymała swój obrót z wrzeciona, można to łatwo osiągnąć przez wstawienie jednego lub więcej kół zębatych między wrzeciono a śrubę. Znając liczbę zębów na każdym kole, uzyskanie wymaganej prędkości nie było trudne. Zmieniając kombinację kół, można było uzyskać różne efekty, np. wyciąć prawą nić zamiast lewej.
Na swojej maszynie Maudsley rzeźbił nici z tak niesamowitą precyzją i dokładnością, że jego współczesnym wydawało się to niemal cudem. W szczególności wyciął śrubę regulacyjną i nakrętkę do instrumentu astronomicznego, który przez długi czas był uważany za niezrównane arcydzieło precyzji. Śruba miała pięć stóp długości i dwa cale średnicy z 50 zwojami na cal. Rzeźba była tak drobna, że nie można jej było zobaczyć gołym okiem. Wkrótce ulepszona maszyna Maudsleya stała się powszechna i służyła jako model dla wielu innych maszyn do cięcia metalu. W 1817 roku powstała strugarka z suwmiarką, która umożliwiła szybką obróbkę płaskich powierzchni. W 1818 Whitney wynalazł frezarkę. W 1839 pojawiła się karuzela itp. Wybitne osiągnięcie Maudsley przyniosło mu głośną i zasłużoną sławę. Rzeczywiście, chociaż Maudsleya nie można uznać za jedynego wynalazcę zacisku, jego niewątpliwą zasługą było to, że wpadł na swój pomysł we właściwym czasie i umieścił go w najdoskonalszej formie. Inną jego zasługą było to, że wprowadził ideę zacisku do masowej produkcji i tym samym przyczynił się do jego ostatecznej dystrybucji. Jako pierwszy ustalił, że każda śruba o określonej średnicy musi mieć gwint o określonym skoku. Dopóki gwinty śrub nie były nakładane ręcznie, każda śruba miała swoją własną charakterystykę. Do każdej śruby wykonano własną nakrętkę, zwykle nie pasującą do żadnej innej śruby. Wprowadzenie zmechanizowanego cięcia zapewniło jednolitość wszystkich nici. Teraz każda śruba i każda nakrętka o tej samej średnicy pasują do siebie, niezależnie od tego, gdzie zostały wykonane. Był to początek standaryzacji części, co było niezwykle ważne dla inżynierii mechanicznej.
Jeden z uczniów Maudsleya, James Nesmith, który później sam stał się wybitnym wynalazcą, pisał w swoich pamiętnikach o Maudsleyu jako o pionierze standaryzacji: w inżynierii mechanicznej.Przed nim nie było żadnego systemu proporcji między liczbą obrotów śrub skrawających i ich średnica. Każda śruba i nakrętka pasowały tylko do siebie i nie miały nic wspólnego ze śrubą o sąsiednich rozmiarach. Dlatego wszystkie śruby i odpowiadające im nakrętki otrzymały specjalne oznaczenia, wskazujące, że należą do siebie. doprowadziło do niekończących się trudności i wydatków, nieefektywności i zamieszania – część parku maszynowego musiała być stale wykorzystywana do napraw.Tylko ktoś, kto żył w stosunkowo wczesnej fazie produkcji maszyn, może mieć właściwe wyobrażenie o kłopotach, przeszkodach i koszty, które spowodował podobną sytuację i tylko on poprawnie oceni wielką zasługę Maudsleya dla inżynierii mechanicznej. Autor: Ryzhov K.V.
▪ Proch
Hałas drogowy opóźnia rozwój piskląt
06.05.2024 Bezprzewodowy głośnik Samsung Music Frame HW-LS60D
06.05.2024 Nowy sposób kontrolowania i manipulowania sygnałami optycznymi
05.05.2024
▪ Inteligentny rower Dubike firmy Baidu ▪ Energooszczędne procesory Intel Atom x3 ▪ BALF-NRG-01D3 - balun do bezprzewodowych urządzeń BLE ▪ Sufitowy punkt dostępowy TP-Link EAP610
▪ na stronie internetowej Radio Control. Wybór artykułów ▪ artykuł Nie mogę dwa razy pomyśleć o tej samej rzeczy. Popularne wyrażenie ▪ artykuł Skąd wzięła się gra w golfa? Szczegółowa odpowiedź ▪ artykuł Storczyk cętkowany. Legendy, uprawa, metody aplikacji ▪ artykuł Elektryczne urządzenie oświetleniowe. Encyklopedia elektroniki radiowej i elektrotechniki ▪ artykuł Prosty domofon. Encyklopedia elektroniki radiowej i elektrotechniki
Strona główna | biblioteka | Artykuły | Mapa stony | Recenzje witryn
www.diagram.com.ua |









 Zobacz inne artykuły Sekcja
Zobacz inne artykuły Sekcja 