|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese
Notatki z wykładów, ściągawki
Inżynieria materiałowa. Notatki z wykładu: krótko, najważniejsze
Katalog / Notatki z wykładów, ściągawki Spis treści
WYKŁAD nr 1. Struktura drewna 1. Rodzaje gatunków drzew i części drzewa Rosnące drzewa składają się z następujących elementów: korzenie, pień, gałęzie, liście. System korzeniowy drzew pełni rolę dostawcy wilgoci i składników odżywczych z gleby wzdłuż pnia i gałęzi do liści. Ponadto korzenie utrzymują drzewa w pozycji pionowej. Przez gałęzie wilgoć przepływa do liści, w których zachodzi proces fotosyntezy - zamiana energii promieniowania słonecznego na energię wiązań chemicznych substancji organicznych z absorpcją dwutlenku węgla z powietrza i uwolnieniem tlenu . To nie przypadek, że lasy nazywane są płucami planety. Produkty fotosyntezy z liści przekazywane są poprzez gałęzie do pozostałych części drzew – pnia i korzeni. W ten sposób gałęzie działają jak kanały, przez które następuje wymiana substancji między liśćmi a resztą drzewa. Drzewa iglaste - sosna, cedr, świerk, modrzew - mają wąskie liście - igły, a drzewa liściaste - szerokie liście. Z reguły gatunki drzew liściastych rosną głównie w umiarkowanych i południowych szerokościach geograficznych, a drzewa iglaste rosną głównie w północnych szerokościach geograficznych. W zależności od gatunku i warunków klimatycznych wzrostu drzewa mają różną wysokość i średnicę pnia. Można je jednak podzielić na trzy kategorie. Pierwsza obejmuje drzewa pierwszej wielkości, które osiągają wysokość 20 m lub więcej. Są to świerk, cedr, modrzew, sosna, brzoza, osika, lipa, dąb, jesion, klon itp. W tropikach i subtropikach wysokość poszczególnych drzew sięga 100 m lub więcej. Druga kategoria obejmuje drzewa drugiej wielkości, o wysokości 10-20 m. Są to w szczególności wierzba, olcha, jarzębina itp. Trzecia kategoria - drzewa trzeciej wielkości, których wysokość wynosi 7- 10 m. Są to jabłka, wiśnie, jałowce itp. . Średnica pnia drzewa waha się zwykle od 6 do 100 cm lub więcej i zależy od gatunku, wieku drzew i warunków klimatycznych wzrostu. W niektórych przypadkach średnica pni drzew może przekraczać 3 m - w przypadku dębu, topoli i niektórych innych gatunków. Drewno pozyskuje się poprzez ścinanie pni drzew po usunięciu gałęzi. W tym przypadku plon drewna wynosi 90 lub więcej procent objętości pnia drzewa. Na początkowym etapie obróbki drewna wykonywany jest poprzeczny lub końcowy odcinek pnia. Na przekroju widoczne są: kora pokrywająca zewnętrzną część pnia i składająca się z warstwy zewnętrznej – skorupy oraz warstwy wewnętrznej – kambium łykowego – cienkiej, niewidocznej dla oka warstwy pomiędzy korą a drewnem (w okresie wzrostu drzew żywe komórki kambium dzielą się i dzięki temu drzewo rośnie w grubości); biel to strefa życia drewna; rdzeń, który przylega do rdzenia pnia i stanowi martwą strefę centralną, która nie uczestniczy w procesach fizjologicznych; rdzeń, znajdujący się pośrodku i stanowiący luźną tkankę o średnicy 2-5 mm lub większej (w zależności od gatunku i wieku drzewa). W rosyjskim przemyśle leśnym głównym przedmiotem pozyskiwania są pnie drzew, a gałęzie i gałązki są spalane lub wykorzystywane na opał. W Kanadzie, Szwecji i Finlandii wszystkie składniki drzew są poddawane recyklingowi, więc straty drewna są tam minimalne, a wydajność papieru, tektury i innych rzeczy jest maksymalna. 2. Makroskopowa struktura drewna Dzięki przekrojowi pnia drzewa można ustalić główne cechy makroskopowe: biel, twardziel, warstwy roczne, promienie rdzeniowe, naczynia, kanały żywiczne i repetycje rdzeniowe. U młodych drzew wszystkich gatunków drewno składa się wyłącznie z bieli. Następnie, w miarę wzrostu, żywe elementy wokół rdzenia obumierają, a ścieżki przewodzące wilgoć zatykają się i następuje w nich stopniowe gromadzenie się substancji ekstrakcyjnych - żywic, garbników, barwników.U niektórych drzew - sosny, dębu, jabłoni i inni - strefa środkowa pnia nabiera ciemnego koloru. Takie drzewa nazywają się dźwięk. U pozostałych drzew kolor strefy środkowej i bieli pnia jest taki sam. Nazywają się niezwiązane z rdzeniem. Drzewa bez jądra dzielą się na dwie grupy: dojrzały-drzewny (lipa, jodła, buk, świerk), w których wilgotność w środkowej części pnia jest mniejsza niż na obwodzie, oraz biel, w którym zawartość wilgoci jest taka sama w całym przekroju pnia (brzoza, klon, kasztan itp.). Ponadto masa bielu zmniejsza się od wierzchołka do końca, a także wraz ze wzrostem wieku drzewa. Wiek drzew można określić na podstawie liczby rocznych warstw, które rosną jeden rocznie. Warstwy te są wyraźnie widoczne na przekroju pnia. Są to koncentryczne warstwy wokół rdzenia. Ponadto każdy słoj roczny składa się z warstwy wewnętrznej i zewnętrznej. Warstwa wewnętrzna powstaje wiosną i wczesnym latem. Nazywa się to wczesne drewno. Warstwa zewnętrzna powstaje pod koniec lata. Wczesne drewno ma mniejszą gęstość niż późne drewno i jest jaśniejsze. Szerokość warstw rocznych zależy od wielu powodów: po pierwsze, od warunków pogodowych w okresie wegetacji; po drugie, na warunki wzrostu drzewa; po trzecie, z rasy. Na przekroju drzew widać promienie rdzeniowe biegnące od środka pnia do kory. U drzew liściastych zajmują do 15% objętości drewna, u drzew iglastych 5-6%, a im większa ich liczba, tym gorsze właściwości mechaniczne drewna. Szerokość promieni rdzeniowych waha się od 0,005 do 1,0 mm w zależności od gatunku drzewa. Drewno iglaste różni się od drewna liściastego tym, że zawiera komórki produkujące i przechowujące żywicę. Ogniwa te są pogrupowane w poziome i pionowe kanały żywiczne. Długość kanałów pionowych waha się od 10-80 cm przy średnicy około 0,1 mm, a poziome kanały żywiczne są cieńsze, ale jest ich dużo - do 300 sztuk na 1 cm 2. Drewno liściaste ma naczynia w postaci systemu komórek do przenoszenia wody i rozpuszczonych w nim minerałów z korzeni do liści. Naczynia mają postać rurek o średniej długości 10 cm i średnicy 0,02-0,5 mm, aw drzewach niektórych gatunków skupione są we wczesnych strefach warstw rocznych. Nazywa się je pierścieniowymi. W drzewach innych gatunków naczynia są rozmieszczone na wszystkich rocznych warstwach. Te drzewa nazywane są dyfuzyjno-naczyniowymi. 3. Mikroskopijna struktura drewna iglastego i liściastego Drewno iglaste ma pewną mikrostrukturę, którą można ustalić za pomocą mikroskopów oraz metod badań chemicznych i fizycznych.Drewno iglaste różni się od drewna liściastego stosunkowo regularną strukturą i prostotą. W strukturze drewna iglastego występują tzw. tracheidy wczesne i późne. Jak ustaliły badania, wczesne tracheidy pełnią funkcję przewodników wody z rozpuszczonymi w niej minerałami, które pochodzą z korzeni drzewa. Tracheidy mają kształt silnie wydłużonych włókien o ukośnie ściętych końcach. Badania wykazały, że w rosnącym drzewie tylko ostatnia warstwa roczna zawiera żywe cewniki, a reszta zawiera elementy martwe. W wyniku badań okazało się, że promienie rdzeniowe są tworzone przez komórki miąższowe, wzdłuż których przemieszczają się rezerwowe składniki odżywcze i ich roztwory po pniu. Te same komórki miąższowe biorą udział w tworzeniu pionowych i poziomych przewodów żywicznych. Pionowe kanały żywiczne w drewnie iglastym, występujące w późnej strefie warstwy rocznej, tworzą trzy warstwy żywych i martwych komórek. W promieniach rdzeniowych znaleziono poziome kanały żywiczne. Według wyników badań profesora V. E. Vichrowa drewno sosnowe ma następującą strukturę mikroskopową: 1) przekrój; 2) nacięcie promieniowe; 3) cięcie styczne.  Ryż. 1. Przekroje pnia drzewa: P - poprzeczny, R - promieniowy, T - styczny Jak ustaliły badania, mikrostruktura drewna liściastego w porównaniu z drewnem iglastym ma bardziej złożoną strukturę. W drewnie twardym tchawice naczyniowe i włókniste służą jako przewodniki wody z rozpuszczonymi w niej minerałami. Tę samą funkcję pełnią inne naczynia z drewna. Funkcję mechaniczną pełnią włókna libriform i włókniste tracheidy. Naczynia te mają postać długich pionowych rurek, składających się z pojedynczych komórek o szerokich wnękach i cienkich ściankach, a naczynia zajmują od 12 do 55% całkowitej objętości twardego drewna. Największa część masy drewna liściastego składa się z włókien libriform jako głównej tkaniny mechanicznej. Włókna Libriform to wydłużone komórki o spiczastych końcach, wąskich wnękach i potężnych ścianach z porami przypominającymi szczelinę. Tracheidy włókniste, podobnie jak włókna libriform, mają grube ściany i małe ubytki. Ponadto stwierdzono, że promienie rdzenia drewna liściastego łączą główną część komórek miąższowych, a objętość tych promieni może osiągnąć 28-32% (liczba ta dotyczy dębu). 4. Skład chemiczny drewna Skład chemiczny drewna zależy częściowo od jego stanu. Drewno świeżo ściętych drzew zawiera dużo wody. Ale w stanie całkowicie suchym drewno składa się z substancji organicznych, a część nieorganiczna wynosi tylko od 0,2 do 1,7%. Podczas spalania drewna część nieorganiczna pozostaje w postaci popiołu, który zawiera potas, sód, magnez, wapń oraz w niewielkich ilościach fosfor i inne pierwiastki. Część organiczna drewna wszystkich gatunków ma w przybliżeniu ten sam skład pierwiastkowy. Drewno całkowicie suche zawiera średnio 49-50% węgla, 43-44% tlenu, około 6% wodoru i 0,1-0,3% azotu. Lignina, celuloza, hemiceluloza, substancje ekstrakcyjne - żywica, guma, tłuszcze, garbniki, pektyny i inne - tworzą organiczną część drewna. Hemiceluloza zawiera pentozany i genksosany. Gatunki iglaste mają więcej celulozy w części organicznej, natomiast gatunki liściaste mają więcej pentozanów. Celuloza jest głównym składnikiem ścian komórkowych roślin, zapewnia także wytrzymałość mechaniczną i elastyczność tkanek roślinnych. Jako związek chemiczny celuloza jest alkoholem wielowodorotlenowym. Celuloza poddana działaniu kwasów ulega hydrolizie z wytworzeniem eterów i estrów, które wykorzystuje się do produkcji folii, lakierów, tworzyw sztucznych itp. Dodatkowo podczas hydrolizy celulozy powstają cukry, z których w procesie otrzymuje się alkohol etylowy fermentacja. Celuloza drzewna jest cennym surowcem do produkcji papieru.Kolejnym składnikiem organicznej części drewna – hemicelulozy – są polisacharydy roślin wyższych, które wchodzą w skład ściany komórkowej. W procesie przetwarzania celulozy otrzymuje się ligninę – amorficzną substancję polimerową o żółto-brązowej barwie. Najwięcej ligniny – do 50% – powstaje podczas obróbki drewna iglastego, a jej uzysk z drewna liściastego wynosi 20-30%. Bardzo cenne produkty otrzymuje się poprzez pirolizę drewna – suchą destylację bez dostępu powietrza w temperaturze do 550°C – węgiel drzewny, produkty ciekłe i gazowe. Węgiel drzewny wykorzystywany jest do wytapiania metali nieżelaznych, do produkcji elektrod, medycyny, jako sorbent do oczyszczania ścieków, odpadów przemysłowych i do innych celów. Z cieczy otrzymuje się tak cenne produkty, jak przeciwutleniacz benzyny, środki antyseptyczne - kreozot, fenole do produkcji tworzyw sztucznych itp. W organicznej części drewna iglastego znajdują się żywice zawierające terpeny i kwasy żywiczne. Terpeny są głównym surowcem do produkcji terpentyny. Żywica wydzielana przez drzewo iglaste służy jako surowiec do produkcji kalafonii. W procesie obróbki drewna uzyskuje się substancje ekstrakcyjne, w tym garbniki, wykorzystywane do garbowania skór. Główną część garbników stanowią garbniki - pochodne fenoli wielowodorotlenowych, które podczas obróbki skór oddziałują z ich substancjami białkowymi i tworzą nierozpuszczalne związki. Dzięki temu skóra zyskuje elastyczność, odporność na gnicie i nie pęcznieje pod wpływem wody. WYKŁAD nr 2. Rodzaje wad drewna 1. Sęki, pęknięcia Wady drewna - są to odchylenia od normy w strukturze pnia, wszystkie naruszenia stanu fizycznego. Do wad należą: sęki, pęknięcia, wady kształtu pnia, struktury drewna, plamy chemiczne, infekcje grzybicze, uszkodzenia biologiczne i mechaniczne, wady obróbki i wypaczenia. Najczęstszą wadą jest węzły - podstawy gałęzi obecne w drewnie pnia. Podczas cięcia drewna na jego powierzchni ujawniają się sęki o różnych kształtach i rodzajach. Na podstawie kształtu nacięcia na powierzchni drewna można wyróżnić sęki okrągłe, owalne i podłużne, a w zależności od stopnia wtopienia się w drewno dzieli się je dalej na wtopione, częściowo wtopione i niestopione oraz wypadające. . Podczas cięcia drewna na deski sęki mogą mieć różne położenie - plastik, krawędź, ściągacz, szyte - w przypadku przekroju podłużnego sęka jego część przechodzi jednocześnie do dwóch krawędzi tej samej strony deski oraz koniec - gdy węzeł znajduje się na końcu planszy. Zgodnie z wzajemnym układem sęków na tarcicy dzieli się je na rozsiany - samotne lub oddzielone od siebie w znacznej odległości, zgrupowane i rozgałęzione. Od dnia drewno samego trzonu sęka dzieli się na: jasne zdrowe, ciemne zdrowe, zdrowe z pęknięciami, zgniłe, zgniłe i „tytoniowe”, w których zbutwiałe drewno jest całkowicie lub częściowo zastąpione przez luźną masę o rdzawo-brązowym lub białawym kolorze . Obecność sęków w drewnie prowadzi do spadku wytrzymałości, utrudnia obróbkę i klejenie, obniża jakość (zwłaszcza przy dużej ich liczbie i średnicy). Niepołączone i zgniłe sęki znacznie obniżają jakość drewna, aw niektórych przypadkach sprawiają, że drewno nie nadaje się do produkcji produktów (na przykład desek). Innym rodzajem wady drewna jest pęknięcia, powstaje, gdy drewno pęka wzdłuż włókien. Pęknięcia powstają na rosnących i ściętych drzewach. Do pierwszych zalicza się pęknięcia metyczne, łuszczące się i mrozowe, do drugich zalicza się pęknięcia skurczowe. Największy zasięg mają pęknięcia metyczne, które przechodzą przez rdzeń pnia drzewa, a w miarę wysychania pozyskanego drewna zwiększają się ich rozmiary. W okrągłych kawałkach drewna takie pęknięcia występują zwykle na końcach, a w tarcicy lub częściach na końcach i powierzchniach bocznych. Gdy drewno jest uwarstwione wzdłuż warstwy rocznej, powstają pęknięcia łuszczące się, zwykle na granicy ostrego przejścia od drewna międzywarstwowego do drewna wielkowarstwowego, które występują we wszystkich gatunkach drzew. Podczas suszenia drewna narasta pękanie łuszczące się. Podczas suszenia drewna pod wpływem naprężeń wewnętrznych, pęknięcia skurczowe. Ten typ spękań różni się od innych (pęknięcia metyczne i mrozowe) mniejszą długością i głębokością. W deskach pęknięcia mogą sięgać do lica, krawędzi lub końca. W związku z tym nazywa się je arkuszem, krawędzią i końcem. Pęknięcia, zwłaszcza poprzez pęknięcia, naruszają integralność materiału drzewnego i zmniejszają jego wytrzymałość mechaniczną. 2. Wady kształtu pnia Obróbkę drewna wszystkich gatunków bardzo często komplikują występujące wady kształtu pnia: stożek, owalność, wyrostki, krzywizny i zarost. Ucieczka wyraża się zmniejszeniem średnicy kłody lub szerokości deski nieobrzynanej ponad spływ normalny, który wynosi 1 cm na 1 m długości asortymentu. Z reguły jest ona większa u drzew liściastych, szczególnie u drzew rosnących na otwartych przestrzeniach, a na całej długości pnia – w części wierzchołkowej. Tego typu defekt kształtu pnia zwiększa ilość odpadów przy piłowaniu i obieraniu drewna okrągłego oraz powoduje pojawienie się promieniowego pochylenia włókien w okleinie. owalność pień jest eliptycznym kształtem przekroju końca, w którym większa średnica jest 1,5 lub więcej razy większa niż mniejsza. Narosty w postaci miejscowego zgrubienia pnia o różnych kształtach i rozmiarach komplikują obróbkę drewna. narośla powstają w wyniku proliferacji tkanek pod wpływem różnych czynników drażniących - grzybów, niskich lub wysokich temperatur itp., a także pożarów, uszkodzeń mechanicznych i innych przyczyn. 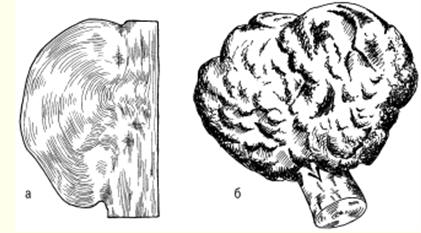 Ryż. 2. Narośla: a) gładkie, b) wyboiste Gładkie odrosty (ryc. 2a) często pojawiają się na pniach sosny i brzozy. Warstwy roczne w miejscach narośli są zwykle szersze niż w pniu. Pagórkowate wyrostki, czyli czeczoty (ryc. 2b), tworzą się głównie na pniach brzozy, orzecha włoskiego, a także klonu, olszy czarnej, jesionu, buka, topoli itp. Drewno w strefie czeczota ma nieregularną strukturę z pofalowaniem -falisty kierunek włókien i ciemne wtrącenia w postaci małych plamek, kresek i kropek. W nacięciach czapki mają piękną fakturę, dlatego są wykorzystywane jako materiał do rękodzieła artystycznego oraz do produkcji forniru skrawanego. Taka wada kufra jak jego krzywizna, utrudnia także wykorzystanie drewna okrągłego i zwiększa ilość odpadów podczas piłowania. Krzywizna tułowia jest odchyleniem osi podłużnej od linii prostej i może mieć jedno zagięcie lub złożone - dwa lub więcej zakrętów. Często występuje rodzaj wady rozwojowej tułowia, taki jak tyłek, co wyraża się gwałtownym wzrostem średnicy odziołka drewna okrągłego, tj. gdy średnica odsadzenia jest 1,2 razy większa niż średnica w odległości jednego metra od tego końca. Podczas piłowania i łuszczenia drewna obecność takiej wady prowadzi do wzrostu ilości odpadów, a ponadto powoduje pojawienie się promieniowego pochylenia włókien w okleinie. Buttiness komplikuje również wykorzystanie drewna okrągłego zgodnie z jego przeznaczeniem i komplikuje obróbkę drewna. 3. Wady struktury drewna Podczas obróbki drewna często występują wady struktury drewna związane z nieprawidłową budową pnia. Istnieją następujące typy wady struktury drewna: 1) skośny, lub nachylenie włókien, czyli odchylenie włókien od podłużnej osi tułowia; 2) rolka - lity lub lokalny w postaci ostrego pogrubienia drewna późnych warstw rocznych; 3) włochatość - ostro falisty lub zdezorientowany układ włókien drzewnych (półwyroby z drewna z taką wadą są używane do produkcji wyrobów artystycznych, mebli, rękojeści siekier i różnych wyrobów rękodzielniczych); 4) zwinąć - lokalna krzywizna warstw rocznych w pobliżu sęków lub pędów (drewno z taką wadą wykorzystywane jest w meblarstwie i rzemiośle artystycznym); 5) kieszenie z żywicy. Występują w drewnie iglastym, zwłaszcza w świerku, są zagłębieniami między rocznymi warstwami wypełnionymi żywicą; 6) rozbił - fragment drewna iglastego bogato impregnowanego żywicą; 7) podwójny rdzeń - dwa rdzenie w jednym przekroju kłody, które powstają w miejscu rozwidlenia pnia; 8) pasierb - skarłowaciały i martwy drugi szczyt, który zwykle znajduje się pod ostrym kątem; 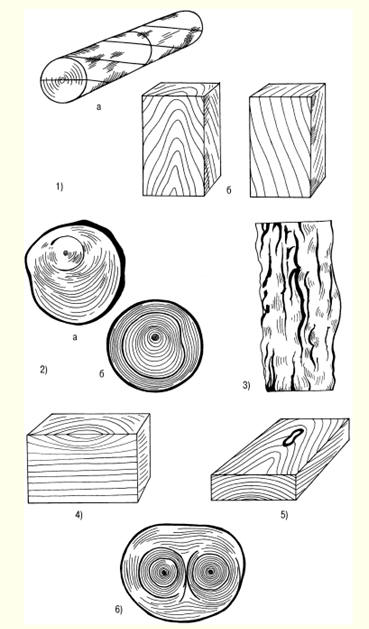
Ryż. 3. Wady struktury drewna: 1 - rodzaje nachylenia włókien: a - nachylenie styczne w drewnie okrągłym; b - lokalny; 2 - pięta: a - solidna; b - lokalny; 3 - włókniste zwijanie się w brzozie; 4 - jednostronne zwijanie; 5 - kieszeń; 6 - podwójny rdzeń w pniu sosny; 7 - pasierb; 8 - strona sucha; 9 - rak sosny; 10 - kiełkowanie: a - otwarte; b - zamknięte; 11 - fałszywy rdzeń: a - okrągły; b - w kształcie gwiazdy; c - ostrze 9) suchość. Występuje w wyniku uszkodzenia kory rosnącego drzewa w postaci martwej części pnia; 10) prorost. Jest to zarośnięta rana, zwykle wypełniona resztkami kory i martwymi tkankami; 11) rak która jest raną drzewa i pojawia się na powierzchni pnia w wyniku działania pasożytniczych grzybów i bakterii, zmieniając jednocześnie strukturę drewna i kształt pnia; 12) fałszywy rdzeń, przypominający prawdziwą twardzielę, ale różniącą się bardziej niejednorodną strukturą i mniej regularnym kształtem, wyróżnia się ciemną, nierównomiernie wybarwioną strefą w środkowej części pnia, oddzieloną od bielu ciemnym, a czasem jasnym paskiem, działanie grzybów, silne mrozy, jako reakcja na rany iz innych powodów, przy czym drewno fałszywego rdzenia jest bardziej kruche i mniej trwałe, a wygląd z reguły gorszy; 13) wewnętrzny biel; - obecność kilku rocznych warstw w twardzieli, które są zbliżone kolorem i właściwościami do drewna bielu, mają obniżoną odporność na gnicie i zwiększoną przepuszczalność płynów; 14) warstwa wodonośna - wada drewna w postaci obszarów o dużej wilgotności w wyniku działania bakterii, grzybów, wnikania wody opadowej przez rany lub przesycenia gleby wilgocią. 4. Zmiany grzybicze Podczas cięcia drewna w niektórych przypadkach grzybowe miejsca dźwiękowe - nieprawidłowo wybarwione obszary ziarniaków, które powstają w drzewach rosnących pod wpływem grzybów plamiących drewno lub niszczących drewno. W ściętym drewnie dalszy rozwój tej wady ustaje. Grzybicze plamy serca obserwuje się na końcach w postaci plamek o różnych rozmiarach i kształtach w kolorze brązowym, czerwono-szarym lub szaro-fioletowym. Wada ta powoduje: spadek udarności, wzrost nasiąkliwości i przepuszczalności wody, pogorszenie biostabilności i wyglądu drewna; pod względem wytrzymałości pod obciążeniem statycznym prawie się nie zmienia, a struktura dotkniętego drewna zostaje zachowana. Przy składowaniu drewna na surowym bielu często pojawiają się pleśnie - grzybnia i owocnikowanie grzybów pleśniowych na powierzchni drewna w postaci pojedynczych plam lub ciągłej powłoki, przy jednoczesnym wybarwieniu drewna na różne kolory. Pleśń nie wpływa na właściwości mechaniczne, ale pogarsza wygląd drewna, po wyschnięciu łatwo ją usunąć pozostawiając brudne i kolorowe plamy. W ściętym drewnie, często formowane plamy po grzybach bielu - nienormalnie wybarwione obszary bieli pod wpływem grzybów niszczących drewno, które nie powodują powstawania zgnilizny. Bejce grzybowe bielu nie wpływają na właściwości mechaniczne drewna, a jedynie pogarszają jego wygląd i zwiększają wodoodporność. Według koloru wyróżnia się niebieski - w postaci szarego koloru bieli z niebieskawymi lub zielonkawymi odcieniami i kolorowymi plamami bieli - w postaci pomarańczowego, żółtego, różowego i brązowego koloru bieli. Grzyby plamiące biel mogą zniszczyć kleje i powłoki lakiernicze. W wyciętym drewnie podczas przechowywania w ciepłym sezonie, w wyniku rozwoju procesów biochemicznych z udziałem lub bez udziału grzybów, taka wada powstaje w postaci brauning. Brązowienie drewna objawia się nienormalnie wybarwionymi obszarami twardego drewna o różnych odcieniach brązu. Brązowienie obserwuje się na końcach w postaci plam o różnej wielkości i kształcie, a na powierzchniach bocznych – w postaci wydłużonych plam, pasków lub całkowitego uszkodzenia bieli, przy jednoczesnym pogorszeniu wyglądu drewna oraz jego wytrzymałości i twardości są nieznacznie obniżone. Aby zapobiec brązowieniu drewna, tarcica jest parzona. Wielkie uszkodzenie drewna gnić, powstają pod wpływem grzybów. Zgnilizna wyróżnia się kolorem i strukturą zmiany - barwne sito, białe włókniste; a także według rodzaju - biel, drewno zdrowe i zgniłe zewnętrzne. Zgniłe drewno jest źródłem infekcji grzybiczych różnych konstrukcji drewnianych. Gnić rozwija się stopniowo i ma trzy etapy: w pierwszym zmienia się tylko kolor drewna; na drugim drewno częściowo zmienia swoją strukturę i twardość pod wpływem zgnilizny; na trzecim drewno całkowicie traci wytrzymałość i twardość.W zależności od stadium rozwoju zgnilizny i wielkości uszkodzeń, jakość drewna może ulec znacznemu obniżeniu. 5. Plamy chemiczne, uszkodzenia biologiczne i wypaczenie W procesie obróbki drewna często spotyka się takie zjawisko jak chemiczne zabarwienie drewna - nienormalnie zabarwione obszary w ściętym drewnie, będące wynikiem procesów chemicznych i biochemicznych. W większości przypadków jest to związane z utlenianiem garbników. Zazwyczaj takie obszary znajdują się w wierzchnich warstwach drewna - na głębokości 1-5 mm. Jak pokazuje praktyka obróbki drewna, barwniki chemiczne zmieniają tylko jego kolor i połysk, podczas gdy inne właściwości drewna pozostają niezmienione. Przy intensywnym naturalnym zabarwieniu wygląd drewna ulega pogorszeniu, ale po wyschnięciu zabarwienie chemiczne stopniowo zanika. W przypadku naruszenia technologii przechowywania świeżo ściętego drewna, drewno jest narażone na uszkodzenia biologiczne w postaci tuneli czasoprzestrzennych - przejść i dziur wykonanych w drewnie przez owady i ich larwy (chrząszcze, motyle, termity itp.). Optymalne warunki życia dla tych owadów to temperatura +18-20°C i wilgotność względna powietrza 60-80%. Tunele czasoprzestrzenne różnią się głębokością penetracji: powierzchowną (nie większą niż 3 mm głębokości), płytką (nie większą niż 5 mm w drewnie okrągłym i nie większą niż 5 mm w tarcicy) i głęboką. Ponadto mogą być nieprzelotowe i przelotowe, tj. rozciągać się na dwie przeciwległe strony deski. Tunel czasoprzestrzenny na powierzchni nie wpływa na właściwości mechaniczne drewna, natomiast płytkie i głębokie naruszają integralność drewna i zmniejszają właściwości mechaniczne. Podczas długotrwałego przechowywania z naruszeniem technologii w drewnie może powstać tak zwany zgniły tunel czasoprzestrzenny, który jest spowodowany przez szkodniki domowe, które mogą rozwijać się również na suchym drewnie - szlifierki do mebli i domów, brzana domowa, termity. W tym przypadku liczba głębokich przejść jest duża, a drewno w nich zamienia się w zgniłą masę z dużą zawartością mąki wiertniczej. Podczas suszenia lub zwilżania, a także podczas obróbki mechanicznej, w wyniku anizotropii skurczu – pęcznienia i naprężeń wewnętrznych w drewnie – zjawisko takie jak osnowa w postaci zmiany kształtu asortymentu. Wypaczenie tarcicy może być różnego rodzaju: podłużne wzdłuż lica, złożone, podłużne wzdłuż krawędzi, poprzeczne, a także jak skrzydło (skrzydlaty) (ryc. 4). Charakter wypaczenia zależy od wycięcia go z kłody. Wypaczanie obniża jakość tarcicy i produktów drewnianych, komplikuje obróbkę i cięcie, zwiększa ilość odpadów i ogólnie utrudnia wykorzystanie drewna.  Ryż. 4. Rodzaje wypaczeń: a - poprzeczne w poprzek twarzy; b - wzdłużny wzdłuż powierzchni; c - uskrzydlenie Zjawisko paczenia najczęściej obserwuje się w tarcicy uzyskanej z przerobu brzozy. 6. Wtrącenia obce, uszkodzenia mechaniczne i wady obróbki W niektórych przypadkach podczas obróbki drewna stwierdza się wtrącenia obce w postaci ciała obcego pochodzenia innego niż drewno - gwóźdź, drut, fragment metalu lub kamień. Zewnętrznym objawem takiej wady może być miejscowy obrzęk i fałdy kory w drewnie, wgniecenie lub dziura. Takie wtrącenia komplikują mechaniczną obróbkę drewna i często powodują uszkodzenia narzędzi skrawających - noży, pił tarczowych, frezów itp. Uszkodzenia mechaniczne i wady obróbki mogą mieć inny charakter i różne pochodzenie. Czasami jest zwęglone drewno. Zwęglenie drewna jest wynikiem jego uszkodzenia przez ogień, zmieniając jednocześnie jego kształt, co utrudnia użytkowanie i powoduje ubytki drewna. Carra - jest to uszkodzenie pnia podczas gwintowania, które powoduje zażywiczenie drewna. Obzol to część powierzchni bocznej kłody, która została zachowana na desce obrzynanej lub części, co prowadzi do zmniejszenia rzeczywistej szerokości deski i utrudnia jej użytkowanie. Podczas obróbki drewna za pomocą narzędzia tnącego, ryzyko na jego powierzchni falistość - cięcie niepłaskie lub nierówności w postaci łukowatych wzniesień i zagłębień w wyniku walcowego frezowania drewna. Zła obróbka drewna prowadzi do pojawienia się na powierzchni włochatości w postaci obecności niecałkowicie oddzielonych włókien oraz omszenia – obecności kępek niecałkowicie oddzielonych włókien i drobnych cząstek drewna. Zarub - miejscowe uszkodzenie powierzchni drewna siekierą. Blizna - miejscowe uszkodzenie powierzchni drewna za pomocą narzędzia tnącego (piły). Podczas pozyskiwania i obróbki drewna występują: płatki - pęknięcia boczne wystające z końca okrąglaka. W podobnej pracy często się go uzyskuje wyprysków - wnęki o nierównej powierzchni w wyniku miejscowego usuwania drewna pod wpływem narzędzi lub mechanizmów. Podczas obróbki drewna narzędziem tnącym w kierunku włókien, często obserwuje się różne mechaniczne uchwyty, które pozostawiają wgniecenia - zagłębienia na powierzchni powstałe w wyniku miejscowego zgniatania drewna, a także zadraśnięcie - uszkodzenie powierzchni w postaci wąskiej długiej wnęki. W efekcie powstają wgniecenia krawędzi skrawającej narzędzia przegrzebki - obszary niepoddanej obróbce powierzchni w postaci wąskiego paska wystającego ponad poddaną obróbce powierzchnię. Podczas szlifowania powierzchni drewna czasami pojawia się wada taka jak szlifowanie - usunięcie części drewna poniżej poziomu obrabianej powierzchni. Przy zwiększonym tarciu narzędzi skrawających w procesie obróbki drewna często pojawia się taka wada, jak: palić drewno w postaci zaciemnionego obszaru obrabianej powierzchni. Powyższe wady drewna obniżają jakość obróbki, wpływają na klejenie, wykończenie i okleinowanie materiału lub całego produktu, w niektórych przypadkach pogarszają wygląd i naruszają integralność drewna, pogarszają wytrzymałość mechaniczną i utrudniają użytkowanie. WYKŁAD nr 3. Gatunki drzew 1. Klucz do gatunków drzew Na podstawie „Podręcznika o drewnie” A. M. Borovikova и B. N. Ugoleva ustala się wyznacznik ras. 1. Grupy gatunków drzew: 1) na wszystkich kawałkach drewna wyraźnie widoczne warstwy roczne. Promienie rdzenia nie są widoczne. Nie ma statków. Drewno niektórych gatunków ma pasaże żywiczne (iglaste); 2) warstwy roczne są wyraźnie widoczne ze względu na różnicę w strukturze drewna wczesnego i późnego. We wczesnej strefie warstw rocznych duże naczynia tworzą ciągły pierścień dziur, wyraźnie widoczny gołym okiem. Późna strefa warstw rocznych ma gęstą strukturę, występują tylko małe naczynia. Drobne naczynia i komórki miąższu tworzą wzór w postaci promienistych pasków, falistych linii biegnących wzdłuż granicy warstw rocznych, pojedynczych linii lub kropek. Większość ras ma widoczne promienie rdzeniowe; 3) u większości ras warstwy roczne są słabo widoczne. Naczynia w przekroju poprzecznym są w ogóle niewidoczne gołym okiem lub jeśli są widoczne, nie tworzą ciągłego pierścienia, ale są równomiernie rozsiane po całej warstwie rocznej.Strefa późna warstwy rocznej nie ma wzoru. Niektóre gatunki mają widoczne promienie rdzeniowe - drewno liściaste o rozproszonym kształcie; 2. Gatunki drzew: 1) drzewa iglaste: a) kanały żywiczne są dość duże i liczne. Na wszystkich odcinkach wyraźnie widoczne są roczne warstwy. Rdzeń ma kolor od różowego do brązowo-czerwonego. Biel jest szeroka, ma barwę od żółtawej do jasnoróżowej (sosna zwyczajna). Ponadto podobnie dla pozostałych drzew iglastych; 2) liściaste pierścieniowe: a) promienie rdzeniowe są szerokie i wyraźnie widoczne na wszystkich odcinkach. Rdzeń ma kolor ciemnobrązowy lub żółtobrązowy. Biel jest wąska, kolor jest jasnożółty. We wszystkich przekrojach wyraźnie widoczne są warstwy roczne. Na przekroju późnego drewna widoczne są jasne, promieniste, płomieniste paski małych naczyń. Drewno jest twarde. Dalsze podobne dla innych ras; 3) rozproszone drewno liściaste naczyniowe: a) warstwy roczne są słabo widoczne na wszystkich przekrojach. Drewno jest białe z żółtawym lub różowawym odcieniem. Na przekroju promieniowym promienie rdzenia widoczne są w postaci wąskich krótkich błyszczących ciemnych plam. Często występują powtórzenia rdzenia, które wyglądają jak kropki lub kreski w kolorze czerwono-brązowym. Drewno jest dość twarde i ciężkie (brzoza); b) drewno jest białe z lekkim różowym odcieniem. Warstwy roczne są ledwo widoczne. Drewno jest lekkie, miękkie (lipa drobnolistna); c) wysokość promieni rdzeniowych w przekroju promieniowym wynosi około 0,5 mm. Warstwy roczne nie są wyraźnie widoczne we wszystkich przekrojach, ale przede wszystkim w przekroju poprzecznym. Promienie rdzeniowe w przekroju promieniowym tworzą charakterystyczny dziobaty wygląd i silny połysk. Drewno jest białe z żółtawym lub różowawym odcieniem, twarde, ciężkie (klon norweski); d) nie ma rdzenia. Drewno jest białe z lekkim zielonkawym odcieniem. Czasami występuje wada - fałszywe jądro o brązowawym kolorze. Na wszystkich odcinkach zauważalne są warstwy roczne. Istnieją podstawowe powtórzenia w postaci żółtych pasków. Drewno jest lekkie i miękkie (osika). Korzystając z przewodnika po gatunkach drzew, możesz określić rodzaj drewna. 2. Główne drzewa iglaste Do drzew iglastych należą świerk, sosna, modrzew, jodła, cedr, cis i jałowiec, ale rośnie w formie krzewów. Ель - gatunek pozbawiony jądra, jego drewno jest białe z lekkim żółtawym lub różowym odcieniem. Ma przejścia żywiczne, ale ma niską zawartość żywicy. Pod względem wytrzymałości, gęstości i odporności na gnicie jest nieco gorszy od sosny. Wyraźnie widoczne są warstwy roczne.Najpopularniejsze są dwa rodzaje świerków – pospolity i syberyjski. Pierwszy rośnie w europejskiej części Rosji, drugi - od Uralu po Primorye. Świerk jest głównym surowcem do produkcji celulozy. Jego jednorodna struktura i zdolność do rezonansu sprawiają, że jest niezastąpiony przy produkcji instrumentów muzycznych. Z kory świerkowej pozyskiwane są garbniki dla przemysłu skórzanego. Sosnowe drzewa - rock dźwiękowy z pasażami z żywicy. Ma lekko różową twardziel, która z czasem staje się brązowo-czerwona, oraz szeroki żółto-biały biel. Warstwy roczne są wyraźnie widoczne na wszystkich odcinkach z ostrym przejściem od wczesnego, jasnego do późnego, ciemnego. Sosna ma średnią gęstość, wystarczająco dużą wytrzymałość i odporność na próchnicę oraz jest dobrze przetworzona. Drewno sosnowe jest wykorzystywane w budownictwie, produkcji elementów budowlanych i mebli, a także do produkcji różnych części stosowanych w transporcie kolejowym (w wagonach osobowych i towarowych), do mocowania w wyrobiskach górniczych itp. Ponadto sosna jest również stosowany jako surowiec do otrzymywania celulozy, płyt wiórowych i pilśniowych, drożdży paszowych; ekstrahuje się z niego żywicę, a z igieł pozyskuje się substancje biologicznie czynne. Modrzew w Rosji stanowi ponad połowę lasów iglastych, co doprowadziło do jego szerokiego zastosowania w budownictwie, produkcji mebli, przemyśle celulozowo-papierniczym, hydrolizie itp. Modrzew ma mocne i elastyczne drewno, silnie impregnowane żywicą. Rdzeń ma barwę czerwonobrązową, biel jest biała lub lekko żółtawa. Wyraźnie widoczne są warstwy roczne, z wyraźną granicą pomiędzy drewnem wczesnym i późnym. Modrzew ma niewiele sęków, ma dużą gęstość i wytrzymałość, jest odporny na gnicie.Na Syberii domy prywatne buduje się z bali modrzewiowych (robią domy z bali), które wytrzymują wiele lat. Fir - najlżejszy i najdelikatniejszy z gatunków drzew iglastych. Rośnie głównie w północno-wschodniej europejskiej części Rosji i od Uralu po Daleki Wschód, a także na Kaukazie. Pod wieloma względami wygląda jak świerk, ale nie ma pasaży z żywicy. Cedr zajmuje duże obszary w Rosji, zwłaszcza na Syberii. Żyje do 800 lat i osiąga 30 m wysokości przy średnicy pnia do 2 m. Drewno cedrowe jest lekkie, miękkie, ma piękną fakturę i kolor; ma brązowo-różową twardziel i biało-różowy biel; łatwy w obróbce, odporny na gnicie; szeroko stosowane w budownictwie. Orzeszki piniowe są głównym źródłem olejku cedrowego, terpentyny i balsamów leczniczych. Juniper rośnie w postaci krzewów, gęstej, dźwięcznej skały o brązowym kolorze z wąskim bielem. Ze względu na swoje małe rozmiary jest używany w niewielkich ilościach do produkcji małych wyrobów tokarskich i rzeźbiarskich. 3. Podstawowe drewno liściaste Brzoza występuje częściej w lasach Rosji niż inne gatunki. Brzoza - drewno rozsiane bez rdzenia naczyniowego z żółtawym odcieniem. Warstwy roczne są słabo widoczne. Promienie rdzenia widoczne są tylko na cięciach ściśle promieniowych (splitach). Brzoza ma stosunkowo wysoką charakterystykę wytrzymałościową, ale niską odporność na próchnicę; mocno kurczy się po wyschnięciu. Dąb - bardzo cenny gatunek naczyniowy o ciemnobrązowej i żółtawobrązowej twardzieli oraz wąskim żółtawobiałym bielu. Na przekroju we wczesnej strefie warstwy rocznej widoczne są duże naczynia, a w ciemnej strefie późnej widoczne są jasne promieniowe, płomieniste promienie rdzeniowe. Drewno dębowe jest gęste, trwałe, odporne na gnicie i ma piękną fakturę; dobrze się wygina i można go obrabiać. Ze względu na niedobór tego drewna stosuje się je w postaci forniru płasko skrawanego, a także w postaci masywnych części. Oprócz mebli, dąb wykorzystuje się do produkcji parkietów, beczek na wino i piwo, części urządzeń w budowie maszyn itp. W produkcji mebli ceniony jest dąb bagienny, który ma kolor ciemnoszary, prawie czarny. Substancje garbujące i ekstrakcyjne stosowane do garbowania skór, futer itp. pozyskiwane są z kory dębu i drewna. Jesion - pierścieniowo-naczyniowa skała dźwiękowa z żółtawym lub różowym bielem i jasnobrązową twardzielą. Warstwy roczne są wyraźnie widoczne, promienie rdzenia nie są widoczne. Przypomina dąb w kolorze i strukturze, ale jest nieco jaśniejszy; stosowane w gospodarce kraju. Wyróżnia się przede wszystkim dużą udarnością, dobrze się ugina, nie odpryskuje, dlatego znajduje zastosowanie w produkcji sprzętu sportowego: rakiety tenisowe, kije hokejowe. Klon - rozproszona skała bezrdzeniowa. Ma drewno białe z czerwonawym lub brązowawym odcieniem.Na wszystkich przekrojach wyraźnie widoczne są warstwy roczne, a na przekroju promieniowym wyraźnie widoczne są promienie rdzeniowe, które tworzą charakterystyczny dziobaty wygląd. Klon jest używany do produkcji mebli i korpusów instrumentów muzycznych, ale ma ograniczone zastosowanie ze względu na niewielkie rezerwy w rosyjskich lasach. Wapna - rasa rozproszono-naczyniowa, niejądrowa. Drewno jest białe z lekko różowym odcieniem, roczne warstwy są słabo widoczne, ma jednorodną strukturę, jest miękkie, mało pęka podczas suszenia i obróbki, prawie się nie wypacza, dlatego służy jako dobry materiał do rzeźbienia. nakrętka - gatunek bardzo cenny, rozproszony naczyniowy z drewnem o brunatno-szarej nierównej barwie, roczne warstwy są słabo widoczne na nacięciach, ale widoczne są duże naczynia.Dzięki tym właściwościom drewno orzechowe wykorzystywane jest do uzyskania forniru struganego oraz do produkcji wysoce artystycznych mebli, różne detale w celu stworzenia oryginalnych wnętrz. Topola - szybko rosnąca rasa rozproszono-naczyniowa z szerokim bielem o białej barwie. Warstwy roczne są szerokie, ale niepozorne. Drewno jest miękkie, niestabilne, wykorzystywane do produkcji celulozy i różnych artykułów gospodarstwa domowego. Zasoby topoli w lasach Rosji są niewielkie, więc jej wykorzystanie jest ograniczone. 4. Rasy o ograniczonym użyciu Przez długi czas w strefie stepowej Rosji, na obszarach wiejskich, do produkcji prostych mebli (krzeseł, taboretów, łóżeczek), a także różnych rzemiosł (wałki, popychacze, maślanka itp.), Takie gatunki drzew jak wiśnia, gruszka, jabłoń, akacja, leszczyna, jarzębina itp. Wraz z rozwojem gospodarki rynkowej w Rosji, różne sztuki i rzemiosło stały się bardziej aktywne, w których rzemieślnicy zajmujący się produkcją pamiątek, zabawek, przyborów domowych i Meble dziecięce (łóżeczka, krzesełka do karmienia itp.) często wykorzystują powyższe gatunki drewna. z drewna wiśnie który ma wysoką wytrzymałość w połączeniu z oryginalnym prążkowaniem i żółto-brązowym kolorem, meble wykonano z imitacją cennych gatunków (mahoń) oraz deski parkietowej. Obecnie jest używany głównie do produkcji różnych pamiątek i rzemiosła domowego. Wiśnia należy do zdrowej rasy, a drzewo to szybko rośnie i może mieć wysokość do 6 m (odmiana Vladimirka-rastunya), a średnica pnia sięga 20-30 cm. Drewno gruszki ma też szereg cennych właściwości – wytrzymałość, piękne kolory od różowo-żółtego do brązowo-czerwonego, a promienie rdzenia i roczne warstwy są ledwo zauważalne. Gruszka jest rasą niejądrową, łatwą w obróbce, od dawna wykorzystywaną przez rzemieślników ludowych do produkcji mebli, a także skrzynek instrumentów muzycznych, do rzemiosła domowego i pamiątek. Na obszarach wiejskich rosyjscy rzemieślnicy od dawna stosują drewno leszczynowe (leszczynowe) do produkcji drewnianych obręczy, pudełek, półek, które pod względem właściwości fizycznych i mechanicznych jest zbliżone do drewna brzozowego, a także ma biały kolor z lekkim połyskiem. soczewki (leszczyna) odnosi się do niejądrowego gatunku z rodzaju krzewów. Drewno ma wiele cennych właściwości. jarzębina - wysoka wytrzymałość, ognioodporność, odporność na uderzenia. Kolejną zaletą jest to, że składa się z szerokiego bieli o pięknej czerwono-białej barwie i wydatnych warstwach rocznych. Rzemieślnicy od dawna wykorzystują to drewno do wyrobu trzonków do młotków, siekier, młotków, prostych mebli (taborety, krzesła, półki, ławki), przedmiotów rzeźbionych (tralki, wrzeciona) itp. Jarzębina jest gatunkiem twardego drewna. drewno jabłonie rzemieślnicy z Rosji od dawna są wykorzystywani do wytwarzania różnych przyborów domowych, do dekoracji wnętrz, a także do tworzenia szkatułek, pamiątek, futerałów na instrumenty muzyczne itp. To drewno ma oryginalną kolorystykę od żółto-różowej do czerwonawo-brązowej i roczne warstwy a promienie rdzenia są prawie niezauważalne. Jabłoń należy do zdrowej rasy dyfuzyjno-naczyniowej. 5. Rasy egzotyczne Gatunki drzew rosnące w krajach o klimacie tropikalnym lub subtropikalnym są klasyfikowane jako gatunki egzotyczne o ograniczonym wykorzystaniu. Powrót w XVIII wieku zaczął importować do Rosji, do Petersburga półfabrykaty tych gatunków do produkcji mebli przeznaczonych do wyposażenia pałaców królewskich, a następnie domów szlachty dworskiej. Do tych celów najczęściej stosowano drewno mahoniowe. Stopniowo w wielu dużych miastach Rosji bogaci ludzie często zamawiali do swoich domów mahoniowe meble, które wykonywali najwyższej klasy stolarze. Z tego drewna najbardziej znanym gatunkiem jest mahoń, który rośnie w Afryce. Australię, a także Amerykę Środkową i Południową. Drewno tego typu mahoniu charakteryzuje się bardzo piękną kombinacją kolorystyczną - od białej (wąski biel) po czerwono-brązową lub brązowo-czerwoną (twardziel). Drewno było używane w niewielkich ilościach w Rosji heban. Pod tą nazwą sprowadzano z zagranicy półfabrykaty z różnych gatunków, które miały czarne drewno. Najczęściej sprowadzano drewno hebanowe (czarne), czyli twardzielowe, ma wąski biały biel i błyszczącą czarną twardziel, a we wszystkich rodzajach cięć niewidoczne są roczne warstwy i promienie rdzenia. wykonuje się z niego wyroby dekoracyjne, klawisze pianina, intarsje przy dekorowaniu wnętrz, a także instrumenty dęte drewniane. Drzewo hebanowe (czarne) rośnie w Indiach, Afryce i Cejlonie (na Sri Lance). Gęstość suchego drewna hebanowego wynosi 1000 kg/m 3, czyli więcej niż gęstość wody. Palisander. W handlu międzynarodowym nazwa ta łączy różne gatunki drzew o podobnym kolorze i strukturze drewna, rosnące w tropikach. Drewno takich drzew jest rozproszone, biel jest wąska, jasnożółta z szarawym odcieniem, samo jądro ma kolor fioletowo-brązowy lub czekoladowy z fioletowym odcieniem; jest bardzo ciężki, mało wysycha, trudno się rozłupuje, ale dobrze daje się szlifować. Drewno palisandrowe wykorzystywane jest do produkcji instrumentów muzycznych, rzeźb, toczków i innych wyrobów. Секвойя - największe drzewo na kuli ziemskiej, wyróżnia się dużą trwałością; rośnie w tropikach, należy do gatunków iglastych; pod względem właściwości fizycznych i mechanicznych zbliża się do drewna świerkowego, jest dobrze obrobiony; stosowane w budownictwie, a także do produkcji mebli, ołówków. Eukaliptus. W przyrodzie występuje ponad 500 gatunków, rosnących głównie w Australii i Oceanii. W Rosji eukaliptus rośnie w małych ilościach na wybrzeżu Morza Czarnego na Kaukazie. Eukaliptus to szybko rosnące drzewo, które osiąga bardzo duże rozmiary - ponad 100 m wysokości. Twardziel jest twardym drewnem o rozsianych naczyniach, twardziel ma barwę brązową z różnymi odcieniami, a biel jest jasny. Drewno tego drzewa jest gęste, ma wysoką wytrzymałość i biostabilność i jest wykorzystywane w budownictwie, budowie wagonów itp. WYKŁAD nr 4. Właściwości drewna 1. Kolor, połysk i faktura drewna Kolor drewno zależy od warunków klimatycznych wzrostu drzewa. W klimacie umiarkowanym drewno prawie wszystkich gatunków ma bladą barwę, natomiast w klimacie tropikalnym ma jasną barwę. Wpływ czynnika klimatycznego oddziałuje także w obrębie jednej strefy, np. gatunki rosnące w strefach cieplejszych – dąb, orzech, cis i inne – mają intensywną barwę, natomiast te rosnące na północy – świerk, sosna, osika, brzoza i inne - mają blady kolor. Intensywność koloru zależy także od wieku drzew – wraz z wiekiem intensywność koloru wzrasta. Kolor drewna zmienia się pod wpływem powietrza i światła, a także pod wpływem infekcji grzybiczych; podczas starzenia drewna w wodzie lub specjalnych roztworach; podczas parowania i suszenia w wysokiej temperaturze. Kolor drewna jest ważną cechą i jest brany pod uwagę przy wyborze gatunków do produkcji mebli, dekoracji wnętrz, przy produkcji rękodzieła artystycznego, instrumentów muzycznych itp. połysk - jest to zdolność drewna do kierunkowego odbijania strumienia światła. Gładkie powierzchnie lustrzane mają największy blask, ponieważ dają kierunkowe odbicie. Z reguły połysk drewna ocenia się na podstawie bieli: im większa biel drewna, tym wyższy wskaźnik połysku. Odblaski i odbicia dają również promienie rdzenia na promieniowych cięciach. Tekstura - jest to naturalny wzór na stycznych i promienistych cięciach drewna, utworzony przez roczne warstwy i elementy anatomiczne. Im bardziej złożona struktura drewna, tym bogatsza jest jego faktura. W drewnie iglastym struktura jest prosta, a faktura jednolita, zależy to głównie od szerokości słojów rocznych i różnicy zabarwienie drewna wczesnego i późnego. Drewno liściaste ma złożoną strukturę i bogatszą teksturę. Charakter tekstury w dużej mierze zależy od kierunku cięcia. Wiele gatunków, takich jak orzech, jesion, wiąz, dąb i inne, ma piękną i ciekawą fakturę na szlifie stycznym. Drewno na promieniowym szlifie ma również piękną, oryginalną fakturę. Drewno czeczotów formowanych na pniach drzew liściastych ma wysokie właściwości dekoracyjne. Bardzo oryginalna jest struktura drewna klonu ptasiego, które tworzą uśpione pąki, które nie rozwinęły się w pęd. Swoistą i piękną fakturę tworzy się również sztucznie przy nierównomiernym prasowaniu drewna i jego późniejszym struganiu, lub przy obieraniu falistym nożem lub pod kątem do kierunku włókien. Dzięki przezroczystemu wykończeniu drewna jego faktura jest bardziej wyraźna. Faktura jest najważniejszym wskaźnikiem decydującym o walorach dekoracyjnych drewna. Rodzaje faktury drewna: 1) bez wyraźnego wzoru - lipa, gruszka; 2) wzór drobno nakrapiany - dąb, buk, platan; 3) wzór mory - klon szary, brzoza falista, mahoń; 4) rysunek „ptasie oko” - jesion, klon, brzoza karelska, topola ukraińska; 5) wzór muszli - orzech kaukaski, jesion, wiąz - część dolna; 6) wiązany wzór - świerk, sosna. 2. Wilgotność drewna i właściwości związane z jego zmianą Świeżo ścięte drewno z reguły zawiera dużą ilość wody, aw przyszłości, w zależności od warunków przechowywania, może się zwiększyć lub zmniejszyć lub pozostać na tym samym poziomie. Ale w większości przypadków konieczne jest podjęcie działań w celu usunięcia wody, czyli wysuszenia drewna. Wskaźnikiem zawartości wody w drewnie jest wilgotność, która dzieli się na bezwzględną i względną. W praktyce używają głównie absolutu lutnia wartość wilgotności, którą określa wzór: Wabs. = [(m - m0) / M0] × 100%, gdzie m jest masą próbki mokrego drewna, g; m0 - masa tej samej absolutnie suchej próbki, g. Wskaźnik wilgotności względnej jest rzadko używany, głównie jako wskaźnik wilgotności drewna opałowego. Określa go wzór: Wwzgl. = (m - m0 / m) × 100%. Istnieją dwa sposoby określania wilgotności - bezpośredni i pośredni. Metoda bezpośrednia polega na ekstrakcji wody z drewna. W tym celu oczyszczoną próbkę drewna suszy się w piecu w temperaturze 103°C, aż do całkowitego uwolnienia wilgoci. W trakcie suszenia próbkę waży się - pierwszy raz po 6-10 godzinach od rozpoczęcia suszenia, a następnie co 2 h. Suszenie zatrzymuje się, gdy masa próbki przestaje się zmniejszać. Metoda bezpośrednia pozwala z dużą dokładnością określić wilgotność drewna. Druga metoda jest metodą pośrednią, polegającą na pomiarze przewodności elektrycznej drewna za pomocą elektrycznego miernika wilgotności. Podczas tego pomiaru skala urządzenia pokazuje wartość wilgotności. Metoda ta umożliwia szybkie określenie wilgotności. Jednak jego wadą jest błąd pomiaru, który wynosi 2-3%, a nawet więcej, jeśli wilgotność drewna przekracza 30%. Woda w drewnie jest w stanie związanym i wolnym. Woda związana znajduje się w ścianach komórek i jest mocno utrzymywana. Usunięcie takiej wody jest trudne i ma znaczący wpływ na zmianę większości właściwości drewna. Maksymalna ilość wody związanej odpowiada granicy nasycenia ściany komórkowej, która jest brana pod uwagę w obliczeniach: Wb.p. = 30%. Wolna woda znajduje się w jamach komórkowych i przestrzeniach międzykomórkowych, dzięki czemu łatwiej ją usunąć z drewna. Świeżo ścięte drewno ma wilgotność w granicach 50-100%, a pozostawione w wodzie przez dłuższy czas - ponad 100%. Po wyschnięciu na wolnym powietrzu wilgotność spada do 15-20%. Nazywa się wilgotność 20-22% transport, oraz wilgotność drewna podczas pracy operacyjny. Drewno suszące jest dwojakiego rodzaju - atmosferyczny, w temperaturze otoczenia i sztuczny, lub komorze, gdy temperatura może dochodzić do 100°C i więcej. Podczas suszenia komorowego drewno kurczy się, czyli zmniejsza się jego wymiary liniowe w kierunku promieniowym o 3-7%, a w kierunku stycznym o 8-10%, wzdłuż włókien o 0,1-0,3%. Całkowity skurcz objętościowy wynosi 11-17%. Podczas suszenia drewna przy malejącej wilgotności zmieniają się jego właściwości mechaniczne - maleje elastyczność, ale wzrasta wytrzymałość na ściskanie i maleje przewodność elektryczna. 3. Gęstość drewna. Właściwości termiczne drewna gęstość drewna masa na jednostkę objętości materiału wyrażona w g/cm 3 lub kg/m 3. Istnieje kilka wskaźników gęstości drewna zależnych od wilgotności. Gęstość materii drzewiastej to masa na jednostkę objętości materiału tworzącego ściany komórkowe. Jest w przybliżeniu taki sam dla wszystkich ras i wynosi 1,53 g/cm 3, czyli 1,5 raza większa niż gęstość wody. Gęstość absolutnie suchego drewna to masa na jednostkę objętości drewna przy braku w nim wody. Określa go wzór: ρ0 = m0 /V0, gdzie p0 - gęstość całkowicie suchego drewna, g/cm 3 lub kg/m 3; m0 - masa próbki drewna przy wilgotności 0%, g lub kg; V0 - objętość próbki drewna przy wilgotności 0%, cm 3 lub m 3. Gęstość drewna jest mniejsza niż gęstość substancji drzewnej, ponieważ ma puste przestrzenie wypełnione powietrzem, tj. porowatość, która jest wyrażona w procentach i charakteryzuje stosunek pustek w całkowicie suchym drewnie. Im większa gęstość drewna, tym mniejsza jest jego porowatość. Gęstość drewna w znacznym stopniu zależy od wilgotności.Wraz ze wzrostem wilgotności gęstość drewna wzrasta.Według gęstości wszystkie gatunki dzielą się na trzy grupy (przy wilgotności drewna 12%): 1) skały o małej gęstości - 540 kg/m 3 i mniej - to świerk, sosna, lipa itp .; 2) skały o średniej gęstości - od 550 do 740 kg/m 3- to dąb, brzoza, wiąz itp .; 3) skały o dużej gęstości - 750 kg/m 3 i nie tylko - to dereń, grab, pistacja itp. Właściwości termiczne drewna - są to pojemność cieplna, przewodność cieplna, dyfuzyjność cieplna i rozszerzalność cieplna. Pojemność cieplna to zdolność drewna do akumulacji ciepła. Ciepło właściwe C przyjmuje się jako wskaźnik pojemności cieplnej - ilość ciepła potrzebna do ogrzania 1 kg masy drewna o 1°C. Mierzy się go w kJ/kg × t°C. Suche drewno jest substancją drzewną i powietrzem, a udział masowy powietrza w nim jest nieznaczny, dlatego pojemność cieplna suchego drewna jest prawie równa pojemności cieplnej substancji drzewnej. Właściwa pojemność cieplna drewna jest praktycznie niezależna od gatunku i w temperaturze 0 ° C dla absolutnie suchego drewna wynosi 1,55 kJ. Wraz ze wzrostem temperatury ciepło właściwe nieznacznie wzrasta, aw temperaturze 100°C wzrasta o około 25%. Po zwilżeniu drewna wzrasta jego pojemność cieplna. Proces wymiany ciepła w drewnie charakteryzuje się dwoma wskaźnikami - współczynnikiem przewodności cieplnej i współczynnikiem dyfuzyjności cieplnej. Współczynnik przewodności cieplnej? liczbowo równa ilości ciepła, która przechodzi w jednostce czasu przez drewnianą ścianę o powierzchni 1 m 2 i grubości 1 m przy różnicy temperatur po przeciwnych stronach ściany wynoszącej 1°C. Jest mierzony w W/(m × °C). Współczynnik dyfuzyjności cieplnej charakteryzuje szybkość zmian temperatury drewna podczas ogrzewania lub chłodzenia. Określa bezwładność cieplną drewna, czyli jego zdolność do wyrównania temperatury. Dyfuzyjność cieplną oblicza się według wzoru: α = λ/s × ρ, gdzie ρ jest gęstością materiału, kg/m3; λ - współczynnik przewodności cieplnej, W / (m × °С); c to ciepło właściwe drewna, kJ / (kg × °С). 4. Właściwości elektryczne i akustyczne drewna Jak wykazały liczne badania właściwości elektrycznych drewna, jego przewodność elektryczna, czyli zdolność do przewodzenia prądu elektrycznego, jest odwrotnie proporcjonalna do jego rezystancji elektrycznej. Istnieją rezystancje powierzchniowe i objętościowe, które razem dają całkowitą rezystancję próbki drewna umieszczonej pomiędzy dwiema elektrodami. Opór objętościowy charakteryzuje przeszkodę w przejściu prądu przez grubość próbki, a opór powierzchniowy - wzdłuż powierzchni. Wskaźnikami oporu elektrycznego są specyficzna rezystancja objętościowa i specyficzna rezystancja powierzchniowa. Badania wykazały, że suche drewno słabo przewodzi prąd, ale wraz ze wzrostem wilgotności jego odporność maleje. Widać to na podstawie danych uzyskanych w trakcie badań (tab. 1). Tabela 1 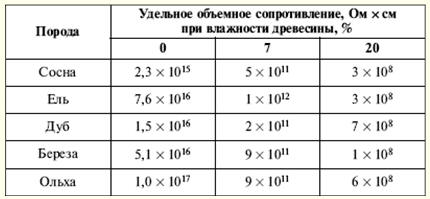 Wraz ze wzrostem wilgotności następuje spadek rezystancji powierzchni. Na przykład przy wzroście wilgotności buka z 4,5 do 17% opór elektryczny powierzchni spada z 1,2 × 1013 do 1 × 107 Om. Ponadto w wyniku badań stwierdzono, że spadek oporności elektrycznej drewna następuje podczas ogrzewania, zwłaszcza przy jego niskiej wilgotności.Tak więc wzrost temperatury z 20 do 94°C zmniejsza oporność bezwzględną. suche drewno o 10 6 razy właściwości akustyczne. Badając właściwości akustyczne drewna stwierdzono, że prędkość rozchodzenia się dźwięku w drewnie jest tym większa, im mniejsza jest jego gęstość i im większy jest moduł sprężystości. Średnie wartości prędkości dźwięku wzdłuż włókien dla drewna pokojowo suchego wynoszą: dąb – 4720 m/s, jesion – 4730 m/s, sosna – 5360 m/s, modrzew – 4930 m/s. Dalsze badania wykazały, że prędkość dźwięku w poprzek włókien jest 3-4 razy mniejsza niż wzdłuż włókien. Prędkość rozchodzenia się dźwięku zależy od właściwości materiałów, a przede wszystkim od gęstości, np. w stali dźwięk rozchodzi się z prędkością 5050 m/s, w powietrzu - 330 m/s, a w gumie - 30 SM. Na podstawie danych uzyskanych z badań właściwości akustycznych drewna zbudowano metodę ultradźwiękową w celu określenia jego wytrzymałości oraz wewnętrznych wad ukrytych.Według obowiązujących przepisów budowlanych izolacyjność akustyczna ścian i przegród powinna wynosić nie mniej niż 40, a między kondygnacjami - 48 dB. Według danych badawczych zdolność pochłaniania dźwięku przez drewno jest niska, przykładowo izolacyjność akustyczna drewna sosnowego o grubości 3 cm wynosi 12 dB, a drewna dębowego o grubości 4,5 cm wynosi 27 dB. Jak wykazały badania, najlepsze właściwości akustyczne pod względem największej emisji dźwięku posiada drewno świerkowe, jodłowe i cedrowe, z którego wytwarza się wiele instrumentów muzycznych: szarpanych, smyczkowych, klawiatur itp. Jak pokazała praktyka Najlepsze właściwości akustyczne ma drewno długo sezonowane – przez 50 lat i dłużej. 5. Trwałość drewna Właściwości mechaniczne obejmują wytrzymałość i odkształcalność drewna, a także niektóre właściwości technologiczne. Siła drewna polega na jego odporności na zniszczenie pod wpływem obciążeń zewnętrznych. Wytrzymałość drewna na rozciąganie określa się poprzez badanie próbek pod kątem ściskania, rozciągania, zginania i ścinania. Podczas badania drewna na ściskanie obciążenie odbywa się wzdłuż włókien, a następnie w poprzek iw jednym miejscu. Wytrzymałość na rozciąganie określa się w MPa według wzoru: бsz = Pmax /a×b, gdzie Pmax - maksymalne obciążenie zrywające, N; a i b to wymiary próbki drewna, mm. Zgodnie z danymi testowymi stwierdzono, że gdy drewno jest rozciągane w poprzek włókien, wytrzymałość wynosi około 1/20 wytrzymałości na rozciąganie wzdłuż włókien. Dlatego przy projektowaniu produktów i konstruowaniu różnych konstrukcji budowlanych niedopuszczalne jest kierowanie obciążeń rozciągających na włókna. W praktyce w większości przypadków produkty z drewna pracują z obciążeniami zginającymi. Dlatego próbki drewna muszą być badane na zginanie, wyznaczając wytrzymałość na rozciąganie w MPa według wzoru: бz = 3Pmax × l/2 × b × godz2, gdzie l - odległość między podporami, mm; b - szerokość próbki w kierunku promieniowym, mm; h jest wysokością próbki w kierunku stycznym, mm. Kiedy próbka jest zginana, po stronie wypukłej powstają naprężenia rozciągające, a po stronie wklęsłej – naprężenia ściskające. Przy obciążeniach powyżej wartości maksymalnej następuje zniszczenie drewna w postaci zerwania rozciągniętych włókien po wypukłej stronie pęknięcia próbki. Wytrzymałość na ścinanie ma ogromne znaczenie. Wskaźnik ten określa się poprzez badanie trzech rodzajów ścinania: odpryski wzdłuż i w poprzek włókien; do cięcia drewna w poprzek włókien. W tym przypadku wytrzymałość drewna na złamanie wynosi bsk, MPa określa wzór: бsk = Pmax /b×l, gdzie P max - maksymalne obciążenie, N; b, l - grubość i długość próbki w płaszczyźnie ścinania, mm. Badania cięcia drewna w poprzek włókien przeprowadza się na próbkach za pomocą ruchomego noża. W tym przypadku wytrzymałość na rozciąganie w MPa określa wzór: τ = Pmax / 2 × a × b, gdzie Pmax - maksymalne obciążenie, N; a i b są wymiarami przekroju próbki, mm (poprzecznie). Jak pokazują wyniki badań, wytrzymałość drewna przy cięciu w poprzek włókien jest 4 razy większa niż przy rozdrabnianiu wzdłuż włókien. Jak wykazały badania, moduł sprężystości drewna przy ściskaniu i rozciąganiu jest w przybliżeniu taki sam i wynosi 12,3 GPa dla sosny, 14,6 GPa dla dębu i 16,4 GPa dla brzozy przy wilgotności 12%. Moduł sprężystości w poprzek włókien jest około 20-25 razy mniejszy niż wzdłuż włókien, a w kierunku promieniowym jest większy niż w kierunku stycznym o około 20-50%. Podczas badania drewna określa się również moduł sprężystości: E = 3 × P × l / (64b × h3 × f), gdzie P jest obciążeniem równym różnicy między górną i dolną granicą pomiaru, N; l - odległość między podporami (na których znajduje się próbka drewna), mm; b i h - szerokość i wysokość próbki, mm; f - ugięcie równe różnicy między średnimi arytmetycznymi wartościami ugięcia w górnej i dolnej granicy obciążenia, mm. 6. Właściwości technologiczne drewna Właściwości technologiczne: udarność, twardość, odporność na ścieranie, zdolność trzymania śrub, gwoździ i innych elementów złącznych oraz skrawalność narzędziami skrawającymi. Udarność drewna - jest to jego zdolność do pochłaniania sił (pracy) po uderzeniu bez zniszczenia. Im większa ilość pracy wymagana do rozbicia próbki, tym wyższa jej lepkość. Udarność określa wzór: A \uXNUMXd Q / b x h, J / cm 2, gdzie Q jest pracą włożoną w pęknięcie próbki, J; b i h to szerokość i wysokość próbki. twardość drewna - to jego odporność na wgniecenie korpusu wykonanego z twardszego materiału - stalowego stempla z półkulistą końcówką o promieniu r = = 5,64 mm na głębokość 5,64 mm. W tym przypadku na końcu obciążenia na skali siłomierza maszyny zliczane jest obciążenie P. Po badaniu w drewnie pozostaje odcisk o powierzchni 100 mm 2. Twardość statyczną próbki określa się w N/mm ze wzoru: H \uXNUMXd P / π × r2, gdzie π×r2 - powierzchnia odcisku w drewnie po wciśnięciu półkuli o promieniu r, mm. Jeżeli podczas badania próbki pękną, stempel wciska się na mniejszą głębokość - 2,82 mm, a twardość określa się ze wzoru: H = 4P / (3π × r2). Wszystkie skały dzielimy na trzy grupy ze względu na twardość powierzchni końcowej: miękkie – o twardości 40 N/mm 2 i mniej, twardy - 41-80 N/mm 2 i bardzo twardy – ponad 80 N/mm 2. Odporność na zużycie drewno charakteryzuje się odpornością na ścieranie podczas tarcia o powierzchnię elementów ściernych lub mikronierówności bardziej litego ciała. Podczas badania ścieralności tworzone są warunki imitujące rzeczywisty proces ścierania drewna używanego do podłóg, schodów, desek tarasowych. Ścieranie odbywa się na specjalnej maszynie. W takim przypadku wskaźnik ścieralności t oblicza się w mm według wzoru: t = godz. × (m1 - M2) / M1, gdzie h jest wysokością próbki przed ścieraniem, mm; m 1 oraz m 2 - masa próbki, odpowiednio przed i po badaniu, g. Opór właściwy na wyrwanie gwoździa lub wkrętu określa wzór: Рud. = Pmax / l (N/mm), gdzie Pmax - maksymalne obciążenie przy wyciąganiu gwoździ lub wkrętów; l to długość wbijania gwoździa lub wkręcania śruby. Zdolność drewna do trzymania łączników zależy od jego gatunku, gęstości i wilgotności. Wytrzymałość gwoździ wbijanych w kierunku promieniowym i stycznym jest w przybliżeniu taka sama, ale wyższa niż w przypadku wbijania gwoździ w koniec próbki. Zdolność drewna do zginania - najlepsze dla buku, dębu, jesionu, gorzej - dla gatunków iglastych. Aby poprawić giętkość drewna, przed zginaniem poddaje się je parowaniu, następnie po zgięciu chłodzi się i suszy w ustalonym stanie, w wyniku czego uzyskuje stabilny zakrzywiony kształt. Zdolność drewna do łupania - jest to proces rozdzielania go wzdłuż włókien pod wpływem obciążenia przenoszonego na klin. Jest to negatywna właściwość drewna przy wbijaniu gwoździ blisko krawędzi, a także kolców i wkrętów podczas wkręcania, natomiast pozytywna właściwość przy rąbaniu drewna opałowego lub przygotowywaniu łupanych kłód. WYKŁAD nr 5. Stopy 1. Struktura metali Metale i ich stopy - główny materiał w inżynierii mechanicznej. Mają wiele cennych właściwości, głównie ze względu na swoją wewnętrzną budowę. Miękki i plastyczny metal lub stop może stać się twardy i kruchy i odwrotnie. Aby świadomie zmieniać właściwości metali, należy poznać podstawy ich budowy krystalicznej. Jak wiadomo, wszystkie ciała składają się z dużej liczby atomów, które są utrzymywane razem przez siły spójności, oscylujące z dużymi częstotliwościami w pobliżu punktów równowagi. Ponieważ atomy różnych metali są różne, każdy metal ma swoje specyficzne właściwości. Właściwości te zależą od ułożenia atomów między sobą, charakteru ich wiązań i odległości między nimi. Jeśli zmienisz odległość między atomami lub kolejność ich ułożenia, zmienią się także właściwości metalu. W ciałach amorficznych - żywicy, szkle, kalafonii itp. - atomy są ułożone losowo. W metalach występują w pewnym porządku geometrycznym, tworząc kryształy, dlatego metale są ciałami krystalicznymi. Metale różnią się nie tylko kolejnością ułożenia atomów, ale także siecią krystaliczną, czyli wyimaginowaną siatką przestrzenną złożoną z komórek elementarnych, w których węzłach znajdują się atomy. Wyróżnia się następujące sieci krystaliczne metali o gęstym upakowaniu atomów: sześcienny skoncentrowany na ciele, sześcienny skoncentrowany na twarzy i sześciokątny. W sześciennej komórce siatkowej skupionej na ciele atomy znajdują się w wierzchołkach i w środku sześcianu. Takie ogniwo zawiera dziewięć atomów (chrom, wolfram, wanad, molibden, lit, a w określonych temperaturach - żelazo i inne metale). W komórce sześciennej sieci skoncentrowanej na powierzchni, atomy znajdują się na wierzchołkach sześcianu i na przecięciu przekątnych każdej płaszczyzny. Takie ogniwo ma 14 atomów (ołów, nikiel, miedź, złoto, srebro, blacha, żelazo w określonych temperaturach i inne metale). W komórce sześciokątnej sieci krystalicznej atomy znajdują się na wierzchołkach i w środku sześciokątnych podstaw pryzmatu, a trzy atomy znajdują się w jego środkowej płaszczyźnie, podczas gdy taka komórka zawiera 17 atomów (magnezu, cynku, kadmu , osm, beryl i inne metale). W pewnych warunkach niektóre metale - żelazo, tytan, cyrkon, stront, kobalt, wapń i inne mogą zmienić układ sieci krystalicznej z jednego rodzaju sieci krystalicznej na inny, na przykład z sześciennej skupionej na ciele na sześcienną skupioną na twarzy, a nawet sześciokątną. Komórka elementarna reprezentuje tylko jeden element lub jedną komórkę sieci krystalicznej. Cała sieć krystaliczna prawdziwego metalu składa się z dużej liczby powtarzających się komórek elementarnych. Ogromne znaczenie ma odległość między atomami komórki sieci krystalicznej lub między równoległymi płaszczyznami atomowymi tworzącymi komórkę elementarną. Im większa jest ta odległość, tym metal jest mniej trwały. Odległość między nimi mierzona jest w angstremach - 1 A = 10 -8 cm lub w nanometrach - 1 A \u0,1d XNUMX nm. Z praktyki wiadomo, że żelazo jest mocniejsze niż miedź, a miedź jest mocniejsza niż aluminium. 2. Krystalizacja i struktura metali i stopów Układ atomów - rodzaj sieci krystalicznej - naturalna właściwość metalu, kształt kryształów i ich rozmiary zależą od procesu przejścia metalu ze stanu ciekłego w stan stały. Nazywa się proces tworzenia kryształów podczas krzepnięcia metali krystalizacja. Podczas krystalizacji metali uwalniane jest ciepło, a podczas przejścia metali ze stanu stałego do ciekłego ciepło jest pochłaniane. Obserwacje procesu obniżania temperatury za pomocą podziałek mierzących temperaturę podczas przejścia metalu ze stanu ciekłego do stanu stałego umożliwiły ustalenie pewnej prawidłowości. Po pierwsze, temperatura spada równomiernie. W początkowym okresie tworzenia się kryształów, ze względu na wydzielanie się ciepła utajonego podczas tworzenia sieci krystalicznej, spadek temperatury ustaje i pozostaje niezmieniony aż do całkowitego zestalenia metalu. Po stwardnieniu całego metalu temperatura ponownie zaczyna spadać. Temperatura odpowiadająca obszarowi poziomemu nazywa się krytyczny. Krystalizacja metali przebiega podobnie do krystalizacji soli, a proces ten składa się z dwóch elementarnych procesów zachodzących jednocześnie. Pierwszym jest powstawanie centrów krystalizacji, czyli jąder kryształów, drugim jest wzrost kryształów z tych centrów. Pierwszy etap - pojawienie się zarodków kryształów metalu. Drugi etap - w miarę ochładzania się metalu coraz więcej atomów ciekłego metalu łączy się z jądrami, które są zgrupowane w pewnej kolejności obok siebie, tworząc elementarne komórki sieci krystalicznej. Proces ten trwa do końca krystalizacji. Ponadto kryształy zakrzepłego metalu mają nieregularny i bardzo zróżnicowany kształt, co tłumaczą warunki krystalizacji. W procesie krystalizacji liczba kryształów wzrasta - w 1 mm 3 może powstać ponad 1000 kryształów. Kryształy, które mają nieregularny kształt zewnętrzny, nazywane są krystality, lub ziarna. Czyste metale są stosunkowo rzadko stosowane w inżynierii mechanicznej i innych gałęziach kompleksu gospodarczego. Szerzej stosowane są stopy składające się z dwóch lub więcej pierwiastków (dwa metale, takie jak miedź i cynk lub metal i niemetal, takie jak żelazo i węgiel). Pierwiastki w stopie są nazywane składniki. W zależności od ułożenia atomów w sieci krystalicznej rozróżnia się substytucyjne roztwory stałe i śródmiąższowe roztwory stałe. W substytucyjnym roztworze stałym atomy składnika rozpuszczalnego są zastąpione atomami rozpuszczalnika, podczas gdy w stałym roztworze śródmiąższowym atomy rozpuszczalnika znajdują się między atomami składnika rozpuszczalnego w najsłabszych punktach elementów sieci krystalicznej. Stopy będące roztworami stałymi mają cenne właściwości. Są twardsze i mocniejsze niż zawarte w nich komponenty. Składniki niektórych stopów podczas krystalizacji mogą wejść w wiązanie chemiczne, tworząc związek chemiczny. Związki chemiczne charakteryzują się bardzo dużą twardością i dobrą opornością elektryczną. 3. Przekształcenia dyfuzyjne i bezdyfuzyjne pod dyfuzja zrozumieć ruch atomów w ciele krystalicznym na odległościach przekraczających średnie odległości międzyatomowe danego metalu. Jeżeli ruch atomów nie jest związany ze zmianą stężenia w poszczególnych objętościach, to taki proces nazywa się samodyfuzja. Nazywa się dyfuzję, której towarzyszy zmiana stężenia heterodyfuzja. W przypadkach, gdy heterodyfuzji towarzyszy tworzenie się nowych faz, co najczęściej występuje podczas obróbki chemicznej i technicznej, nazywa się to dyfuzja reaktywna. Proces dyfuzji opiera się na mechanizmie atomowym, w którym każdy atom wykonuje mniej lub bardziej losowe spacery. Przekształcenia dyfuzyjne w metalach zachodzą podczas różnych obróbek chemicznych i termicznych - chromowanie, nawęglanie, lutowanie (aluminiowanie) itp. Chromowanie zapewnia podwyższoną odporność cieplną stali do 800°C, wysoką odporność na korozję w środowiskach takich jak woda słodka i morska, kwasy octowy i fosforowy oraz odporność na erozję w niskich i wysokich temperaturach. Chromowanie stali zawierających więcej niż 0,3-0,4% węgla również zwiększa twardość i odporność na zużycie. Podczas chromowania warstwa dyfuzyjna składa się z roztworu chromu w? - żelazo, a zawartość chromu na powierzchni wynosi 25-50%. W tym procesie, w przypadku zastosowania CrCl 2 zachodzi następująca reakcja: CrCl 2 + Fe → FeCl 2 +Cr. Podczas obróbki cieplnej stali, nierozproszony, lub alotropowy, przemiany w procesie wtórnej krystalizacji. W szczególności w temperaturze +775°C w stali zawierającej 0,6% węgla rozpoczynają się przemiany alotropowe, tj. oddzielanie ferrytu od austenitu (stały roztwór węgla (do 2,14%)) i innych zanieczyszczeń w objętości żelazo. Ferryt - stały roztwór niewielkiej ilości węgla (do 0,04%) i innych zanieczyszczeń w? - dławik - miękki, plastyczny i niewystarczająco mocny element konstrukcyjny. Ponieważ ferryt zawiera niewielką ilość węgla, pozostały austenit będzie stopniowo wzbogacany w węgiel w miarę uwalniania się ferrytu. Gdy zawartość węgla w pozostałym austenicie osiągnie 0,8%, w temperaturze +727°C stal zawierająca 0,6% węgla będzie zawierać ferryt i austenit, a w temperaturach poniżej +727°C – ferryt i perlit oraz strukturę ferrytowo-perlitową pozostanie niezmieniona bez znaczących zmian nawet przy dalszym schładzaniu stali do temperatury pokojowej. Podobne przemiany charakteryzują wszystkie stale podeutektoidalne (zawierające poniżej 0,8% węgla). Jedyna różnica będzie dotyczyć temperatur, w których ferryt zaczyna się wytrącać. Co więcej, jeśli stal zawiera 0,8% węgla, to jej wtórna krystalizacja będzie zachodzić w stałej temperaturze (+727°C) i towarzyszyć jej będzie tylko jeden proces – powstawanie perlitu. Wyjaśnia to fakt, że w tym przypadku zawartość węgla w stali odpowiada składowi eutektoidalnemu – mechanicznej mieszaninie kryształów uwalnianych jednocześnie z ciekłego stopu. Tworzy to drobnoziarnistą strukturę stopu. 4. Klasyfikacja stopów. Żelazo i jego stopy Stal i żeliwo - podstawowe materiały w inżynierii mechanicznej. Stanowią 95% wszystkich stopów stosowanych w inżynierii. Stal jest stopem żelaza z węglem i innymi pierwiastkami zawierającymi do 2,14% węgla. węgiel - najważniejsze zanieczyszczenie stali. Wytrzymałość, twardość i ciągliwość stali zależą od jej zawartości. Oprócz żelaza i węgla stal zawiera krzem, mangan, siarkę i fosfor. Zanieczyszczenia te dostają się do stali podczas procesu wytapiania i są jej nieuniknionymi towarzyszami. Żeliwo - stop na bazie żelaza. Różnica między żeliwem a stalą polega na wyższej zawartości węgla - ponad 2,14%. Najbardziej rozpowszechnione są żeliwa zawierające 3-3,5% węgla. Żeliwo zawiera te same zanieczyszczenia co stal, czyli krzem, mangan, siarkę i fosfor. Żeliwa, w których cały węgiel występuje w połączeniu chemicznym z żelazem, nazywane są białymi (ze względu na rodzaj pęknięcia), a żeliwa, w których cały lub większość węgla stanowi grafit, nazywane są szarymi. Żeliwo białe zawsze zawiera jeszcze jeden składnik konstrukcyjny – ledeburyt. Jest to eutektyka, czyli jednorodna mechaniczna mieszanina ziaren austenitu i cementytu otrzymana w procesie krystalizacji, zawiera 4,3% węgla. Ledeburyt powstaje w temperaturze +1147°C. Ferryt - stały roztwór małej ilości węgla (do 0,04%) i innych zanieczyszczeń w? - żelazo. To praktycznie czyste żelazo. cementyt - związek chemiczny żelaza z węglem - węglik żelaza. Perlit - jednolita mieszanka mechaniczna w stopie ferrytu i cementytu. Mieszanka ta otrzymała taką nazwę, ponieważ odcinek podczas jej trawienia ma odcień masy perłowej. Ponieważ perlit powstaje w wyniku wtórnych procesów krystalizacji, nazywa się go eutektoidą. Powstaje w temperaturze +727 °C. Zawiera 0,8% węgla. Perlit ma dwie odmiany. Jeśli cementyt w nim występuje w postaci płyt, nazywa się to płytkowym, ale jeśli cementyt ma postać ziaren, perlit nazywa się granulowanym. Pod mikroskopem płytki cementytowe wyglądają na błyszczące, ponieważ są bardzo twarde, dobrze polerują i mniej korodują po wytrawieniu kwasami niż miękkie płytki ferrytowe. Jeśli stopy żelazo-węgiel zostaną podgrzane do określonych temperatur, nastąpi alotropowa przemiana żelaza α w ν-żelazo i powstanie składnik strukturalny, który nazywa się austenit. austenit jest stałym roztworem węgla (do 2,14%) i innych zanieczyszczeń w ν-żelazie. Zdolność węgla rozpuszczanie w żelazie zmienia się w różnych temperaturach. W temperaturze +727 °C ν -żelazo może rozpuścić nie więcej niż 0,8% węgla. W tej samej temperaturze austenit rozkłada się, tworząc perlit. Austenit jest miękkim składnikiem konstrukcyjnym. Charakteryzuje się dużą plastycznością i nie posiada właściwości magnetycznych. Badając składniki strukturalne stopów żelazo-węgiel stwierdzono, że w temperaturze pokojowej zawsze składają się one z dwóch elementów strukturalnych: miękkiego, ciągliwego ferrytu i twardego cementytu, który wzmacnia stop. 5. Diagramy stanów stopów Stopy można uzyskać łącząc ze sobą większość metali, a także z niemetalami. Diagramy stanów stopów dają wizualną reprezentację przemian zachodzących w stopach w zależności od ich składu chemicznego i temperatury. Podczas konstruowania wykresów stanu stopów skład chemiczny lub stężenie stopu w procentach jest wskazane na osi odciętej. Aby to zrobić, pozioma linia o określonej długości jest podzielona na sto identycznych części, a każdy podział jest traktowany jako 1% jednego ze składników stopu.  Ryż. 5. Schemat stanu stopów układu ołów-antymon (Pb-Sb) Punkt A odpowiada czystemu ołowiowi, a punkt B odpowiada czystemu antymonowi. Temperatura jest wskazywana na osi Y w określonej skali. W celu zbudowania diagramu stanu stopu, najpierw buduje się szereg krzywych chłodzenia dla stopów tych samych pierwiastków o różnych stężeniach. Na podstawie tych krzywych budowany jest diagram. Do pierwszej grupy należą stopy, których składniki podczas krzepnięcia tworzą jedynie mieszaniny mechaniczne. Schemat tych stopów jest warunkowo nazywany diagramem fazowym pierwszego rodzaju. Diagram stopów, które podczas krzepnięcia tworzą tylko roztwory stałe, nazywany jest diagramem fazowym drugiego rodzaju. Najbardziej typowe dla diagramów pierwszego rodzaju są stopy ołowiu z antymonem. Budowa wykresu (pierwszego rodzaju) stanu stopów Pb-Sb: 1) krzywe chłodzenia stopów podeutektycznych; 2) diagram stanu stopów Pb-Sb; 3) krzywe chłodzenia stopów nadeutektycznych. Schemat jest zbudowany dla pięciu rodzajów stopów ołowiowo-antymonowych: 1) 5% antymonu i 95% ołowiu; 2) 10% antymonu i 90% ołowiu; 3) 20% antymonu i 80% ołowiu; 4) 40% antymonu i 60% ołowiu; 5) 80% antymonu i 20% ołowiu. Wszyscy mają dwa temperatury krytyczne: Góra i dół. Badania procesów krystalizacji tych stopów wykazały, że górna temperatura krytyczna odpowiada początkowi, a dolna końcowi krzepnięcia stopu. Zatem proces krystalizacji stopów Pb-Sb różni się znacznie od krystalizacji czystych metali. Stopy krystalizują w pewnym zakresie temperatur, podczas gdy czyste metale krystalizują w stałej temperaturze. Mechaniczna mieszanina kryształów uwalnianych w tym samym czasie z ciekłego stopu nazywa się eutektyczny (przetłumaczone z greckiego - „dobrze zbudowany”). Stopy o tym stężeniu nazywane są eutektyczny. Linia DIA na schemacie nazywa się linia likwidus (przetłumaczone z greckiego - „ciecz”). Powyżej tej linii każdy stop ołów-antymon jest w stanie ciekłym. Linia DSVE została nazwana linią solidus (przetłumaczone z greckiego - „solid”) lub linia eutektyczna. Punkt C pokazuje skład eutektyki. Stopy znajdujące się na lewo od tego punktu nazywane są podeutektyczny, na prawo od niej nadeutektyczny. W strukturze stopów podeutektycznych oprócz eutektyki zawsze występuje pewna ilość ołowiu, aw stopach nadeutektycznych oprócz eutektyki antymon. WYKŁAD nr 6. Własności mechaniczne metali 1. Deformacja i zniszczenie Załaduj wywołania aplikacji odkształcenie. W momencie początkowym obciążenie, jeśli nie towarzyszą mu zmiany fazowe (strukturalne), powoduje jedynie odkształcenie sprężyste (odwracalne). Po osiągnięciu określonego naprężenia odkształcenie (częściowo) staje się nieodwracalne (odkształcenie plastyczne), podczas gdy struktura metalu, a co za tym idzie, jego właściwości również zmieniają się nieodwracalnie.Zależność odkształcenia od naprężenia obrazuje tzw. Stres warunkowy: σ = P / F0 (kgf/mm2), gdzie P jest siłą; F0 - przekrój początkowy, oś odciętych - odkształcenie względne: ε = ∆l / l, gdzie Δl jest przyrostem długości, l - długość początkowa. Tangens kąta nachylenia jest prosty: tg α \uXNUMXd σ / ε \uXNUMXd E - moduł normalnej sprężystości (w kgf / mm 2) - charakteryzuje sztywność materiału (odporność na odkształcenia sprężyste), która jest określona przez siły oddziaływania międzyatomowego, zależne w pierwszym przybliżeniu od temperatury topnienia metalu. Ponieważ tworzenie stopu i obróbka cieplna mają bardzo mały wpływ na temperaturę topnienia, moduł normalnej sprężystości można uznać za cechę niewrażliwą strukturalnie. Do wszystkich stali E ≈ 2 × 10 4 kgf/mm 2, a dla stopów aluminium E ~ 0,7 × 10 4 kgf/mm 2. Naprężenie warunkowe, przy którym naruszona jest proporcjonalna zależność między ε i σ, jest granicą sprężystości (lub granicą proporcjonalności). Ze względów technicznych (z wyjątkiem elementów sprężystych) niewielkie odchylenie od proporcjonalności nie jest uważane za znaczące i zwykle uważa się, że odkształcenie plastyczne występuje, gdy szczątkowe odkształcenie nieodwracalne εpl. staje się 0,2%. Wywoływane jest napięcie warunkowe, przy którym = 0,2% granica plastyczności (na schemacie - σ0,2) i charakteryzuje odporność materiału na małe odkształcenia plastyczne. Naprężenie rzeczywiste osiąga swoją maksymalną wartość w punkcie Z – przy ostatecznym zniszczeniu próbki. Do materiałów o dużej wytrzymałości i niskiej plastyczności σВ > 150 kgf/mm 2, względne zwężenie ψ (zmiana zwężenia) w miejscu pęknięcia (zniszczenia) jest mniejsze niż 40%, a ψ określa się wzorem: ψ = (Fо - F.х)Fо, gdzie f 0 - przekrój próbki przed zniszczeniem; Fx - przekrój w momencie maksymalnego odkształcenia. Zniszczenie może być dwojakiego rodzaju, które można nazwać "separacja" (repture) i "zniszczenie" (wakacje). Separacja jest typowa dla materiałów wysoce plastycznych (zwykle metali o wysokiej czystości), których odkształcenie po osiągnięciu punktu ? В prowadzi do 100% zwężenia bez tworzenia powierzchni pęknięcia. We wszystkich pozostałych przypadkach zwężenie osiąga określoną wartość, po czym próbka ulega zniszczeniu wraz z powstawaniem powierzchni pęknięć.  Ryż. 6. Rodzaje próbek rozdartych: a - separacja; b - awaria ze wstępnym odkształceniem plastycznym; c - zniszczenie bez wstępnego odkształcenia plastycznego. Proces niszczenia poprzedzają: odkształcenie sprężyste i odkształcenie plastyczne. 2. Właściwości mechaniczne metali Właściwości mechaniczne metale są określane przez następujące cechy: granica sprężystości σТ, granica plastyczności σЕ, wydłużenie względne wytrzymałości na rozciąganie σ, przewężenie względne ψ i moduł sprężystości E, udarność, wytrzymałość graniczna, odporność na zużycie. Twardość, wyznaczony najprostszymi metodami nieniszczącymi, zależy głównie od zawartości węgla i warunków obróbki cieplnej stali. Do przybliżonego oszacowania wytrzymałości można zastosować następującą zależność: σВ = HB/3. Wszystkie metalowe części maszyn podczas pracy poddawane są różnym obciążeniom zewnętrznym, które mogą odbywać się płynnie, stopniowo (statycznie) lub natychmiastowo (dynamicznie). Działając na części, obciążenia zewnętrzne zmieniają swój kształt, tj. odkształcają się Nazywa się właściwość materiałów wykonanych z metalu i stopów, aby przybrały swój pierwotny kształt po zakończeniu działania sił zewnętrznych elastyczność, a deformacja, która znika po usunięciu obciążenia, nazywa się elastyczny. Jeśli do części metalowej przyłoży się duże wysiłki i po zakończeniu ich działania nie przybiera ona swojego pierwotnego kształtu, ale pozostaje zdeformowana, wówczas takie odkształcenie nazywa się Plastikowy. Zdolność materiałów i części metalowych do odkształcania się pod wpływem obciążeń zewnętrznych bez zapadania się oraz do zachowania zmienionego kształtu po ustaniu siły nazywa się plastyczność. Nazywa się materiały wykonane z metali, które nie są zdolne do odkształcenia plastycznego kruchy. Ważną właściwością materiałów i części wykonanych z metali, obok elastyczności i plastyczności, jest: siła. Części metalowe lub narzędzia, w zależności od warunków pracy, muszą mieć określone właściwości mechaniczne - wytrzymałość, elastyczność, plastyczność. Podczas długotrwałej eksploatacji metalowe części maszyn poddawane są: obciążenia zmienne (rozciąganie - kompresja). Przy naprężeniach poniżej granicy plastyczności lub granicy sprężystości mogą nagle ulec uszkodzeniu. Zjawisko to nazywa się zmęczenie metalu. Granica wytrzymałości (zmęczenie) to maksymalne naprężenie, jakie materiały i części metalowe mogą wytrzymać bez pękania, przy wystarczająco dużej liczbie powtarzających się obciążeń zmiennych (cykli). W przypadku próbek stali tę cechę ustala się na 10 milionów cykli, dla metali nieżelaznych - na 100 milionów cykli. Czy granica wytrzymałości jest oznaczona grecką literą? -1 i mierzone w Pa. Podczas pracy wiele części maszyny nagrzewa się do wysokich temperatur, sięgających 1000 °C lub więcej. W przypadku takich części ważną cechą jest: wytrzymałość cieplna - zdolność materiałów wykonanych z metali i stopów do utrzymania wymaganej wytrzymałości w wysokich temperaturach. W metalach i stopach, które długo pracują pod obciążeniem w wysokich temperaturach, występuje zjawisko skradać się, tj. ciągłe odkształcenie plastyczne pod działaniem stałego obciążenia (metalowe „pełzanie”). 3. Metody wzmacniania metali i stopów Hartowanie powierzchniowe metali i stopów znajduje szerokie zastosowanie w wielu gałęziach przemysłu, w szczególności w nowoczesnej inżynierii. Pozwala na uzyskanie wysokiej twardości i odporności na ścieranie warstwy wierzchniej przy zachowaniu dostatecznie ciągliwego rdzenia, poprawia trwałość i wytrzymałość zmęczeniową. Niektóre metody utwardzania powierzchni są bardzo wydajne. W niektórych przypadkach są stosowane z dużą wydajnością zamiast konwencjonalnych metod obróbki cieplnej. Istnieje duża liczba części, których właściwości warstwy powierzchniowej metalu podlegają innym wymaganiom niż właściwości warstw wewnętrznych. Na przykład zęby kół zębatych doświadczają silnego tarcia podczas pracy, więc muszą mieć wysoką twardość, ale niską twardość i dobrą wytrzymałość, aby zęby nie zapadały się pod wpływem wstrząsów i uderzeń. Dlatego zęby kół zębatych muszą być twarde na powierzchni i lepkie w rdzeniu. Najczęstszym sposobem utwardzenia warstwy powierzchniowej metali i stopów jest hartowanie powierzchniowe, w którym tylko część warstwy powierzchniowej części uzyskuje wysoką twardość. Reszta nie jest utwardzona i zachowuje strukturę i właściwości, które były przed utwardzeniem. Obecnie najszerzej stosowane jest hartowanie powierzchniowe za pomocą nagrzewania indukcyjnego prądami o wysokiej częstotliwości. Ta wysokowydajna progresywna metoda obróbki cieplnej zapewnia podwyższenie właściwości mechanicznych stali, w tym granicy plastyczności, zmęczenia i twardości, eliminuje możliwość odwęglania, zmniejsza ryzyko utleniania powierzchni wyrobów i ich deformacji. Detale o skomplikowanym kształcie, piły taśmowe, narzędzia skrawające (frezy, wiertarki), dźwignie, osie poddawane są impulsowemu hartowaniu powierzchniowemu. W tym celu utwardzona część detalu jest podgrzewana do temperatury przekraczającej temperaturę konwencjonalnego nagrzewania tego materiału w celu hartowania, a następnie schładzana z dużą szybkością dzięki odprowadzeniu ciepła do reszty masy detalu bez użycia chłodzenia głoska bezdźwięczna. W wyniku hartowania impulsowego uzyskuje się utwardzoną „białą” warstwę, która jest stabilna w temperaturze odpuszczania do 450°C, posiada drobnoziarnistą strukturę, dużą twardość i odporność na zużycie. WYKŁAD nr 7. Stopy żelazo-węgiel 1. Schemat żelazo-cementytu Wykres żelazo-cementyt obejmuje stan stopów żelazo-węgiel, które zawierają do 6,67% węgla.  Ryż. 7. Schemat stanu stopów żelazo-węgiel (linie ciągłe - układ Fe-Fe) 3 C; przerywana – układ Fe-C) stale węglowe - są to stopy żelaza zawierające do 2,14% węgla. Stale zawierające do 0,8% węgla nazywane są podeutektoidalnymi, 0,8% węgla - eutektoid, ponad 0,8 do 2,14% - nadeutektoidalny. Żeliwa białe - są to stopy żelaza zawierające od 2,14 do 6,67% węgla. Przy zawartości węgla od 2,14 do 4,3% żeliwo białe nazywane jest podeutektycznym, a przy 4,3-6,67% - nadeutektycznym. Diagram żelazo-cementyt przedstawia stan tego stopu podczas krystalizacji pierwotnej i wtórnej. Procesy te charakteryzują krzywe ACB i AECF. Krzywa DIA - linia likwidus - wyświetla temperatury, w których rozpoczyna się krzepnięcie stopów żelaza z węglem. Krzywa AECF - linia solidus - odpowiada temperaturom, w których kończy się proces krystalizacji. Linia AE odnosi się do stali, a linia ACF do żeliwa białego. Punkt A charakteryzuje temperaturę topnienia czystego żelaza - +1539°C, a punkt B - temperaturę topnienia cementytu - +1600°C. Punkt E odpowiada maksymalnej ilości węgla, jaką można rozpuścić w austenicie w wysokich temperaturach. Punkt C wskazuje skład eutektyki, odpowiada zawartości węgla w stopie wynoszącej 4,3%. Temperatura tworzenia się eutektyki wynosi +1147°C. Nazywa się linia ECF eutektyczny, ponieważ w dowolnym miejscu następuje wytworzenie eutektyki (ledeburytu), na linii CF (żeliwa nadeutektycznego) składnik występujący w nadmiarze w stosunku do eutektyki, czyli cementyt, oddzieli się od ciekłego stopu. Ponieważ cementyt powstaje podczas krystalizacji pierwotnej, nazywa się go pierwotnym. Na linii CF pojawia się eutektyka - ledeburyt. W konsekwencji, w wyniku pierwotnej krystalizacji, żeliwa nadeutektyczne będą składać się z pierwotnego cementytu i ledeburytu. Linia ECF (+1147 °C) nazywa się eutektyczny, ponieważ zachodzi na nim powstawanie mechanicznej mieszaniny austenitu i cementytu - ledeburytu. Ledeburyt ma skład eutektyczny, dlatego jego krystalizacja zachodzi w stałej temperaturze +1147°C. W wyniku pierwotnej krystalizacji stal uzyskuje strukturę austenitu, charakteryzującą się dobrą ciągliwością i wytrzymałością. Dlatego taka stal dobrze nadaje się do obróbki ciśnieniowej w wysokich temperaturach. Żeliwa białe zawierają kruchy i twardy ledeburyt, co uniemożliwia ich obróbkę ciśnieniową nawet w wysokich temperaturach. Linia PSK na wykresie charakteryzuje temperaturę. w którym dobiegają końca procesy wtórnej krystalizacji. Dla stali pokazanych na wykresie temperatura ta wynosi +727°C. W temperaturach poniżej +727°C w stalach nie obserwuje się znaczących przemian, struktura uzyskana w temperaturze +727°C zostaje zachowana po dalszym ochłodzeniu stopu (do temperatury pokojowej). Nazywa się linia PSK eutektoid. Punkt S diagramu odpowiada składowi eutektoidy - perłowiec. 2. Stale: klasyfikacja, stale automatyczne Stale służą jako podstawa materiałowa w inżynierii mechanicznej, budownictwie i innych gałęziach przemysłu. Stale są głównym surowcem do produkcji wyrobów z blach i profili. Według metody produkcji stale dzielą się na Bessemer, konwertorowe (z oczyszczaniem tlenowym), martenowskie, elektryczne, tyglowe oraz stale otrzymywane przez bezpośrednią redukcję ze wzbogaconej rudy (granulki); według składu chemicznego - do węgla i stopów; po wcześniejszym umówieniu - na konstrukcyjnej, narzędziowej, automatycznej i stali o specjalnych właściwościach. Stale zawsze zawierają różne zanieczyszczenia. Im mniej szkodliwych zanieczyszczeń, tym wyższa jakość stali. W zależności od jakości wyróżnia się stale zwykła jakość, wysoka jakość, wysoka jakość i bardzo wysoka jakość. Stale węglowe zwykłej jakości należą do najtańszych i szeroko stosowanych. W zależności od przeznaczenia stale węglowe zwykłej jakości dzieli się na trzy grupy: A - dostarczane na podstawie właściwości mechanicznych, B - dostarczane na podstawie składu chemicznego i C - dostarczane na podstawie właściwości mechanicznych i składu chemicznego. W zależności od znormalizowanych wskaźników (charakterystyka wytrzymałościowa, skład chemiczny) stal każdej grupy dzieli się na kategorie: grupa A - 1, 2 i 3; grupa B - 1, 2; grupa B - 1, 2, 3, 4, 5, 6. Grupa A obejmuje stal następujących gatunków: St 0, St 1 kp, St 1 ps itp. aż do ST vsp. Litery „St” oznaczają „stal”, cyfry od 0 do 6 to numer warunkowy marki, charakteryzujący właściwości mechaniczne stali. Wraz ze wzrostem numeru gatunku wzrasta wytrzymałość na rozciąganie σВ i granica plastyczności σТ a wydłużenie względne maleje. Aby wskazać stopień odtlenienia, po numerze marki umieszcza się indeksy: kp - wrzenie, ps - półspokojny, sp - spokojny (na przykład St 3 kp, St 3 ps, St 3 sp). Grupa B obejmuje stale następujących gatunków: Bst 0, Bst 1 kp itd. do Bst 6 kp. Stal grupy B ma dwie kategorie. Pierwsza kategoria obejmuje stale wszystkich gatunków zawierające następujące pierwiastki chemiczne: węgiel, mangan, krzem, fosfor, siarka, arsen, azot. Druga kategoria obejmuje gatunki stali od BST 1 do BST 6, do których należą chrom, nikiel i miedź. Grupa B obejmuje gatunki stali VST 1, VST 2, VST 3, VST 4 i VST 5. Dodawane do gatunku wskaźniki ps, sp i kp wskazują stopień odtlenienia stali, np.: VST 3 sp, VST 3 gps itp. Litera „g” po liczbie wskazuje na zwiększoną zawartość manganu. W przypadku zautomatyzowanych obrabiarek do cięcia metali przemysł metalurgiczny wytwarza specjalne stale automatowe zdolne do tworzenia kruchych, łatwo opadających i łatwych do usunięcia wiórów. Jest to stal o podwyższonej i wysokiej skrawalności. Wysoką skrawalność takich stali uzyskuje się poprzez zwiększenie zawartości siarki i fosforu (do 0,35%) oraz wprowadzenie ołowiu (do 0,35%). Stale automatyczne znajdują zastosowanie w produkcji wielkoseryjnej i masowej. Wykonane są z nich części niekrytyczne do samochodów i ciągników (łączniki, osie, tuleje itp.). 3. Żeliwa: białe, szare, o wysokiej wytrzymałości, plastyczne; Żeliwo - podstawowy produkt przeróbki rud żelaza przez wytapianie w wielkich piecach. W strukturze żeliw mogą występować różne składniki, w zależności od tego, jaka część węgla jest w stanie strukturalnie wolnym. To również determinuje nazwę żeliwa: białego, szarego, o wysokiej wytrzymałości, ciągliwego. Najpopularniejszym materiałem odlewniczym żelazowo-węglowym jest żeliwo, zawierające od ponad 2% węgla, do 4,5% krzemu, do 1,5% manganu, do 1,8% fosforu i do 0,08% siarki. Żeliwo charakteryzuje się wysokimi właściwościami odlewniczymi, dlatego jest szeroko stosowane w odlewniach jako materiał konstrukcyjny. Łożyska ślizgowe wykonane są z żeliwa, które charakteryzuje się niskim współczynnikiem tarcia. Żeliwo białe jest stopem żelaza z węglem w postaci węglika żelaza Fe 3 C, czyli węgiel występuje w stanie związanym w postaci związku chemicznego – cementytu. Zawartość węgla w żeliwie białym waha się od 2,14 do 6,67%, a pierwotna struktura żeliwa białego może zawierać ledeburyt, austenit i pierwotny cementyt. Ponadto mikrostruktura żeliwa podeutektycznego białego obejmuje perlit, cementyt wtórny i ledeburyt – w temperaturze pokojowej. Przy zawartości węgla od 2,14 do 4,3% żeliwo białe nazywane jest podeutektycznym, przy 4,3% - eutektycznym, a przy 4,3-6,67% - nadeutektycznym. Żeliwo szare szeroko stosowane w inżynierii mechanicznej. Nazwę tę otrzymał od szarego koloru pęknięcia, ze względu na obecność wolnego węgla w postaci grafitu w strukturze żeliwa. Przemysł metalurgiczny produkuje jedenaście gatunków żeliwa szarego: SCh 10 - wykonuje się z niego części, dla których nie są wymagane właściwości wytrzymałościowe - zawory odcinające (zawory, klapy, zasuwy), patelnie, pokrywki i tak dalej; SCh 15, SCh 18 - z nich wykonywane są dźwignie, koła pasowe, kołnierze, koła łańcuchowe i części obudowy o niskim obciążeniu. Ciągliwy metal otrzymywany jest poprzez wprowadzenie magnezu – do 0,9% i ceru – do 0,05% do ciekłego żeliwa szarego przed wlaniem go do form. Żeliwo sferoidalne ma wyższą zawartość węgla i krzemu oraz niższą zawartość manganu. Żeliwo to łączy w sobie cenne właściwości stali i żeliwa. Oznaczenie ich marek zawiera dwie cyfry - pierwsza oznacza wytrzymałość na rozciąganie, druga - wydłużenie względne. W sumie produkowanych jest dziesięć gatunków żeliwa o wysokiej wytrzymałości. Na przykład: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. Z żeliwa sferoidalnego wykonuje się wiele części, w tym kształtki, korpusy maszyn i łoża, tuleje, cylindry, koła zębate itp. Uwalnia 11 gatunków żeliwa sferoidalnego i jest oznaczany zgodnie z tą samą zasadą, co wysokowytrzymałe. Żeliwa ciągliwe mogą mieć podstawę z metalu ferrytycznego, perlitycznego i ferrytyczno-perlitycznego. Żeliwa ferrytyczne KCh 35-10 i KCh 37-12 stosowane są do produkcji części pracujących pod dużym obciążeniem dynamicznym i statycznym - skrzyń korbowych, przekładni, piast itp. oraz żeliwa w gatunkach KCh 30-6 i KCh 33-8 - do produkcji mniej krytycznych części - zaciski, nakrętki, zawory, podkładki itp. WYKŁAD nr 8. Metody obróbki metali 1. Wpływ składników stopowych na przemiany, strukturę, właściwości stali Składniki lub pierwiastki stopowe wprowadzane do stali, w zależności od ich oddziaływania z węglem w stopach żelazo-węgiel, dzieli się na węglikotwórcze i niewęglikowe. Te pierwsze obejmują wszystkie pierwiastki znajdujące się w układzie okresowym pierwiastków na lewo od żelaza - mangan, chrom, molibden itp. Na prawo od żelaza znajdują się pierwiastki nie tworzące węglików - kobalt, nikiel itp. Pierwsze, podobnie jak drugie, pierwiastki stopowe rozpuszcza się w żelazie α lub ν, jednakże zawartość pierwiastków węglikotwórczych w tych fazach żelaza jest mniejsza niż wprowadzana do stali, ponieważ pewna ich ilość jest związana węgiel. W tym przypadku rozpuszczenie pierwiastków stopowych w fazach α i ν prowadzi do zmiany okresu sieci krystalicznej. Pierwiastki o dużym promieniu atomowym zwiększają go (W, Mo itp.), a te o mniejszym (Si) zmniejszają. Gdy rozmiary atomowe są zbliżone (Mn, Ni, Cr), okresy sieci krystalicznej nieznacznie się zmieniają. Badania pokazują, że siła ferrytu zmienia się proporcjonalnie do jego okresu sieci. Węgliki w stalach stopowych są roztworami stałymi na bazie jednego lub drugiego związku: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C, itd. W stalach stopowych rozróżnia się dwie grupy węglików: grupa I - M 3 CM 23 C 6M 7 C 3 oraz m 6 C i grupa II – MC, M 2 C (M - składnik stopowy - pierwiastek). Węgliki grupy I mają złożoną sieć krystaliczną i przy odpowiednim ogrzewaniu są dość dobrze rozpuszczalne w austenicie. Węgliki grupy II mają prostą sieć krystaliczną, ale tylko częściowo rozpuszczają się w austenicie i w bardzo wysokich temperaturach. Pierwiastki niewęglikowe (stopowe) zawarte są w stalach stopowych w postaci roztworu stałego w ferrycie. Pierwiastki stopowe tworzące węgliki mogą znajdować się w różnych stanach strukturalnych: mogą być rozpuszczone w ferrycie lub cementycie (FeCr) 3 C lub występują w postaci niezależnych składników konstrukcyjnych - węglików specjalnych: WC, MoC itp. Rozmieszczenie pierwiastków węglikotwórczych w konstrukcji stalowej zależy od ilości wprowadzonych pierwiastków stopowych i zawartości węgla. Pierwiastki stopowe rozpuszczone w ferrycie zniekształcają jego sieć krystaliczną; zmniejszyć przewodność cieplną i przewodność elektryczną stali. Węgliki pierwiastków stopowych charakteryzują się bardzo dużą twardością (70-75 HRC) i odpornością na zużycie, ale charakteryzują się znaczną kruchością. Odgrywają bardzo ważną rolę w produkcji stali narzędziowych. Jak wykazały badania, pewna ilość pierwiastków stopowych musi odpowiadać określonemu przekrojowi stali, w przeciwnym razie pogarszają się jej właściwości technologiczne, takie jak cięcie, spawalność itp. temperatura kruchości jest temperaturą przejścia metalu z pękania ciągliwego do kruchego, a nawzajem). 2. Teoria obróbki cieplnej Celem obróbki cieplnej jest spowodowanie, poprzez ogrzewanie i chłodzenie, nieodwracalnej zmiany właściwości w wyniku nieodwracalnej zmiany struktury. Każdy rodzaj obróbki cieplnej jest zwykle przedstawiany w postaci współrzędnych temperatura – czas. Właściwie obróbka cieplna nie przewiduje żadnego innego wpływu poza temperaturą. Podczas obróbki cieplnej stali zachodzą następujące główne przemiany: 1) przemiana perlitu w austenit, która następuje po podgrzaniu powyżej punktu Ac1 : Fea + Fea3 C → Fev (C) lub P - A;  Ryż. 8. Harmonogram obróbki cieplnej: τн - czas nagrzewania, τв - czas ekspozycji, τ0 - czas chłodzenia; t max - Maksymalna temperatura; tist jest rzeczywistą szybkością chłodzenia w danej temperaturze, v = t max - średnia szybkość chłodzenia 2) przemiana austenitu w perlit, która zachodzi podczas powolnego chłodzenia z? - obszary: Fev(C) → Fea(C) + Fe 3 C lub A → P; 3) przemiana austenitu w martenzyt, która zachodzi podczas szybkiego chłodzenia z? - obszary: Fev (C) → Fea (C) lub A → M; 4) przemiana martenzytu podczas ogrzewania (odpuszczania): Fea (C) → Fea + Fea3 C lub M → P. Opis przemian strukturalnych zachodzących w stali podczas obróbki cieplnej jest jednocześnie teorią obróbki cieplnej. Przemiana perlitu w austenit jest niezbędnym krokiem w wielu obróbkach cieplnych. 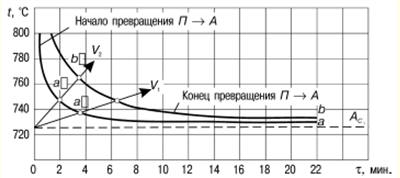 Ryż. 9. Schemat izotermicznej przemiany perlitu (P) w austenit Stal o zawartości węgla (A) 0,8%. Przekształcenie perlitu w austenit następuje po podgrzaniu powyżej wartości Ac 1, a wraz ze wzrostem temperatury stale przyspiesza. Przy ciągłym ogrzewaniu z różnymi prędkościami promienie v1 i v2 przemiany zaczynają się w punkcie a' (a') i kończą w punkcie b' (b'), który jest im wyższy, tym większa szybkość ogrzewania. W związku z tym im szybsze nagrzewanie, tym wyższa musi być temperatura nagrzewania stali, aby spowodować całkowitą przemianę perlitu w austenit, łącznie z całkowitym rozpuszczeniem węglików i homogenizacją austenitu. W przedziale między punktami a'b' (a "b") transformacja przebiega z różnymi szybkościami, ale mniej więcej w środku przedziału transformacja przebiega z silnym pochłanianiem ciepła tak szybko, że na ogrzewaniu tworzy się platforma Jest to zwykle wyznaczona doświadczalnie temperatura przemiany Ac1. Przy początkowej strukturze perlitu powstawanie austenitu pochodzi z wielu ośrodków, a zaraz po zakończeniu przemiany perlitu w austenit powstaje austenit drobnoziarnisty. Dalsze ogrzewanie prowadzi do wzrostu ziaren austenitu, który odbywa się według jednego z następujących mechanizmów: przez łączenie małych ziaren w duże, przez migrację granic ziaren. Proces koalescencji zachodzi w niższej temperaturze (od +900 do +1000 °C) niż migracja (> +1100 °C), ale prowadzi do powstania oddzielnych większych ziaren, czyli nierównoziarnistości. Podczas obróbki cieplnej właściwości mechaniczne stali mogą się zmieniać w bardzo szerokim zakresie. I tak np. twardość stali zawierającej 0,8% węgla po takiej obróbce wzrasta do 160-600 MV. 3. Schemat izotermicznej przemiany austenitu Na ryc. 10 przedstawia schemat przemiany izotermicznej austenitu w stali zawierającej 0,8% węgla. Temperatura jest wykreślana wzdłuż osi y. Odcięta to czas.  Ryż. 10. Schemat izotermicznej przemiany austenitu w stali zawierającej 0,8% węgla Aby zbadać przemiany izotermiczne austenitu, małe próbki stali nagrzewa się do temperatur odpowiadających istnieniu austenitu stabilnego, tj. powyżej punktu krytycznego, a następnie szybko schładza np. do +700, +600, +500, +400, +300 ° C, itd. d., i utrzymywane w w tych temperaturach aż do całkowitego rozkładu austenitu. Izotermiczna przemiana austenitu w stali eutektoidalnej zachodzi w zakresie temperatur od +727 do +250°C (temperatura początku przemiany martenzytycznej – Mn). Diagram przedstawia dwie krzywe w kształcie litery C. Krzywa I wskazuje czas rozpoczęcia przemiany, krzywa II wskazuje czas zakończenia przemiany austenitu przechłodzonego. Okres poprzedzający początek rozkładu austenitu nazywany jest inkubacją. W temperaturze +700°C przemiana austenitu rozpoczyna się w punkcie a i kończy w punkcie b, w wyniku tego procesu powstaje perlit. W temperaturze +650°C następuje rozkład austenitu pomiędzy punktami a1 oraz b1 . W tym przypadku powstaje sorbitol - cienka (zdyspergowana) mechaniczna mieszanina ferrytu i cementytu. Stal, w której dominuje struktura sorbitolu, posiada twardość 30-40 HRC. Stal ta charakteryzuje się dużą wytrzymałością i ciągliwością. Stabilność austenitu w dużej mierze zależy od stopnia przechłodzenia. Austenit ma najniższą stabilność w temperaturach bliskich +550°C. Dla stali eutektoidalnej czas stabilności austenitu w temperaturach od +550 do +560°C wynosi około 1 s. W miarę oddalania się od temperatury +550°C stabilność austenitu wzrasta. Czas stabilności w +700°C wynosi 10 s, a w +300°C około 1 min. Po schłodzeniu stali do +550°C (punkt początkowy i końcowy rozkładu – a2 oraz b2 odpowiednio - na schemacie) austenit zamienia się w troostyt - mieszaninę ferrytu i cementytu, która różni się od perlitu i sorbitu dużym stopniem dyspersji składników i ma zwiększoną twardość (40-50 HRC), wytrzymałość, umiarkowaną lepkość i plastyczność . Poniżej temperatury +550°C, w wyniku pośredniej przemiany austenitu (w zakresie temperatur położonym poniżej perlitu, ale powyżej przemiany martenzytycznej) tworzy się struktura bainitu, składająca się z mieszaniny ferrytu nasyconego węglem i węgliki (cementyt). Przy powolnym chłodzeniu austenit przekształca się w perlit, a przy dużych szybkościach chłodzenia przechłodzony austenit całkowicie przekształca się w sorbitol. Przy jeszcze większych szybkościach chłodzenia powstaje nowa struktura – troostyt. Przy największych szybkościach chłodzenia tworzy się tylko martenzyt, czyli przesycony stały roztwór węgla w? - gruczoł. Szybkość chłodzenia, przy której z austenitu tworzy się tylko martenzyt, nazywana jest krytyczną szybkością hartowania. Austenit, który pozostaje w konstrukcji stalowej w temperaturze pokojowej wraz z martenzytem, nazywany jest pozostałością. Hartowane stale wysokostopowe zawierają austenit szczątkowy w dużych ilościach, podczas gdy stale niskowęglowe prawie go nie zawierają. 4. Rodzaje i odmiany obróbki cieplnej: wyżarzanie, hartowanie, odpuszczanie, normalizacja Obróbka cieplna metali i stopów, a także wyrobów z nich wykonanych służy do wywołania nieodwracalnej zmiany właściwości w wyniku nieodwracalnej zmiany struktury. Obróbka cieplna dzieli się na następujące typy: odpowiednia termiczna, chemiczno-termiczna и odkształcenie-termiczne. Sama obróbka cieplna nie wiąże się z żadnym innym działaniem poza temperaturą. Jeżeli podczas ogrzewania skład metalu (stopu) - jego warstw powierzchniowych - zmienia się w wyniku interakcji z otoczeniem, wówczas taką obróbkę cieplną nazywa się chemiczno-termiczne (CTO), a jeśli wraz z efektem temperatury powstaje również odkształcenie, które w odpowiedni sposób przyczynia się do zmiany struktury, to taką obróbkę cieplną nazywa się odkształcenie-termiczne. Z kolei obróbkę cieplno-odkształceniową dzieli się na termomechaniczną (TMT), mechano-termiczną (MTO) itp. W zależności od charakteru przemian fazowych i sposobu odkształcenia dzieli się różne rodzaje odkształcania-obróbki cieplnej. Właściwie obróbka cieplna dzieli się na: wyżarzanie pierwszego i drugiego rodzaju, hartowanie z przemianą polimorficzną oraz hartowanie bez przemiany polimorficznej, odpuszczanie i normalizację. Wyżarzanie Najogólniej jest to proces obróbki cieplnej, podczas którego metal jest najpierw podgrzewany do określonej temperatury, utrzymywany w tej temperaturze przez określony czas, a następnie powoli schładzany, najczęściej przy pomocy pieca. Wyżarzanie pierwszego rodzaju to nagrzewanie metalu, który w wyniku wcześniejszej obróbki (z wyjątkiem hartowania) ma stan niestabilny, doprowadzając metal do stanu bardziej stabilnego. Główne podtypy: wyżarzanie homogenizujące, wyżarzanie rekrystalizujące, wyżarzanie w celu złagodzenia naprężeń wewnętrznych. Wyżarzanie drugiego rodzaju polega na nagrzaniu powyżej temperatury przemiany, a następnie powolnym chłodzeniu w celu uzyskania stabilnego stanu strukturalnego stopu. Hartowanie z przemianą polimorficzną – nagrzewanie powyżej temperatury przemiany polimorficznej, a następnie odpowiednio szybkie chłodzenie do uzyskania stanu niestabilnego strukturalnie. Hartowanie bez przemiany polimorficznej - nagrzewanie do temperatur powodujących zmiany strukturalne (najczęściej do rozpuszczenia nadmiaru fazy), a następnie szybkie chłodzenie do uzyskania stanu niestabilnego strukturalnie - roztworu stałego przesyconego. Wakacje zwany procesem obróbki cieplnej, w którym hartowana stal jest podgrzewana poniżej punktu krytycznego Ac1, leżakowany przez pewien czas, a następnie schładzany. Normalizacja - jeden z rodzajów obróbki cieplnej Podczas normalizacji stal jest nagrzewana do temperatur o 30-50 °C wyższych od górnych temperatur krytycznych, następnie utrzymywana przez wymagany czas, a następnie chłodzona w nieruchomym powietrzu w celu uzyskania cienkowarstwowej struktury perlitowej . Normalizacja różni się od wyżarzania szybszym chłodzeniem. 5. Utwardzanie powierzchni powierzchowny nazywa się takie hartowanie, w którym tylko część warstwy wierzchniej stali lub stopu uzyskuje wysoką twardość. Różni się od innych metod hartowania ogrzewaniem. Dzięki tej obróbce tylko warstwa wierzchnia produktu jest podgrzewana do temperatury twardnienia. Co więcej, podczas szybkiego chłodzenia tylko ta warstwa ulega hartowaniu. Reszta nie jest utwardzona i zachowuje strukturę i właściwości, które były przed utwardzeniem. Obecnie najszerzej stosowane jest hartowanie powierzchniowe za pomocą nagrzewania indukcyjnego prądami o wysokiej częstotliwości. Ta metoda obróbki cieplnej stwarza warunki do kompleksowej mechanizacji i automatyzacji procesu hartowania. Nagrzewanie indukcyjne metalu uzyskuje się poprzez indukowanie prądów wirowych, które skupiają się w powierzchniowej warstwie produktu i nagrzewają go do określonej głębokości. Czas nagrzewania prądami o wysokiej częstotliwości jest bardzo krótki – liczony jest w sekundach. Podczas hartowania małych wyrobów cała ich powierzchnia jest podgrzewana i chłodzona. Hartowanie wyrobów o znacznej długości odbywa się poprzez ogrzewanie ciągłe i sekwencyjne. Do chłodzenia używana jest woda. Do utwardzania powierzchniowego dużych produktów w produkcji jednostkowej i małoseryjnej, a także podczas prac naprawczych stosuje się ogrzewanie płomieniem, najczęściej oksyacetylenem, którego temperatura wynosi +3150 ° C. Przy tej metodzie hartowania grubość utwardzonej warstwy wynosi 2-5 mm, jej twardość jest taka sama jak w hartowaniu konwencjonalnym. W produkcji wielkoseryjnej i masowej z ustalonym procesem technologicznym, gdy przez długi czas te same produkty są wytwarzane ze stali określonych gatunków, na przykład koła napędowe ciągników gąsienicowych, stosuje się utwardzanie powierzchniowe w elektrolicie - 14- 16% wodny roztwór sody kalcynowanej. Produkt przeznaczony do utwardzania podłącza się do bieguna ujemnego generatora prądu stałego i zanurza w kąpieli elektrolitowej. Produkt zanurzony na określoną głębokość nagrzewa się w ciągu kilku sekund, po czym prąd jest wyłączany. Z reguły ten sam elektrolit jest również czynnikiem chłodzącym. Po podgrzaniu w elektrolicie zachodzą procesy erozji elektrolitycznej i elektrycznej, które oczyszczają nagrzaną powierzchnię produktów z warstw tlenkowych utrudniających przenoszenie ciepła. Szybkość nagrzewania elektrolitu wynosi do + 150°C/s. Istnieje również metoda impulsowego utwardzania powierzchni. Dzięki niemu stosuje się generatory wysokiej częstotliwości działające w trybie impulsowym, kondensatory, sprzęt do zgrzewania punktowego lub instalacje laserowe. Takie hartowanie pozwala wykluczyć odkształcenia, pęknięcia, zwiększyć odporność części na korozję, aw niektórych przypadkach zastąpić stal stopową stalą węglową. Oprócz powyższych metod utwardzania powierzchni stosuje się utwardzanie powierzchni w ośrodku fluidalnym. Medium fluidalne (złoże „fluidyzowane”) to stałe cząstki piasku kwarcowego lub innego materiału sypkiego, intensywnie wymieszane z przepływem powietrza lub gazu. To samo medium jest używane do chłodzenia. 6. Obróbka chemiczno-termiczna: nawęglanie, azotonawęglanie W celu zmiany składu chemicznego, struktury i właściwości warstwy wierzchniej części poddaje się je obróbce cieplnej w środowisku chemicznie czynnym, zwanej obróbką chemiczno-termiczną. Wraz z nim zachodzą następujące procesy: rozpad cząsteczek i tworzenie atomów elementu dyfuzyjnego (dysocjacja), absorpcja atomów przez powierzchnię (adsorpcja) i wnikanie atomów w głąb metalu (dyfuzja). Cementowanie - nasycenie dyfuzyjne warstwa powierzchniowa części z węglem. Po nawęglaniu wykonuje się obróbkę cieplną – hartowanie i niskie odpuszczanie. Części takie muszą posiadać twardą, utwardzaną powierzchnię o dużej odporności na ścieranie oraz lepki rdzeń wytrzymujący obciążenia dynamiczne.Części wykonane ze stali zawierającej do 0,3% węgla podlegają hartowaniu. Powierzchnię części nasyca się węglem w zakresie od 0,8 do 1% nawęglania, prowadzonego w mediach stałych, ciekłych i gazowych. W szczególności jako nawęglacz służy mieszanina węgla drzewnego (60-90%) i soli węglanu baru (BaCO).3) i sodu (NaCO3). Po podgrzaniu węgiel w węglu łączy się z tlenem w powietrzu, tworząc tlenek węgla (CO), który rozkłada się, tworząc atomowy węgiel, który dyfunduje do części: 2COCO2 + C.atomowy. Wraz ze wzrostem temperatury i czasu utrzymywania zwiększa się grubość zacementowanej warstwy, jej głębokość sięga 0,5-2 mm na każde 0,1 mm grubości warstwy, wymagana jest ekspozycja przez około 1 h. W produkcji masowej i na dużą skalę dobrze wyniki uzyskuje się poprzez nawęglanie gazowe w specjalnych, hermetycznie zamkniętych piecach. W porównaniu do nawęglania w nawęglaniu stałym, nawęglanie gazowe umożliwia zwiększenie szybkości procesu, zwiększenie przepustowości urządzeń i wydajności pracy. Po nawęglaniu części poddawane są obróbce cieplnej w celu zapewnienia wysokiej twardości powierzchni, prawidłowej struktury przegrzania oraz wyeliminowania siatki węglikowej w warstwie nawęglonej. Hartowanie odbywa się w temperaturze +780-850 °C, a następnie odpuszczanie w temperaturze +150-200°C. Azotonawęglanie to proces obróbki chemiczno-termicznej, podczas którego powierzchniowe warstwy wyrobów stalowych są jednocześnie nasycane węglem i azotem w środowisku gazowym. Po azotonawęglaniu części są utwardzane, a następnie poddawane niskiemu odpuszczaniu w temperaturze od +160 do +180°C. Twardość warstwy utwardzonej powierzchniowo i nitrocementu wynosi 60-62 HRC. Azotonawęglanie łączy w sobie procesy nawęglania gazowego i azotu tułaczy. Mieszanka gazowa zawiera endogaz, do 13% gazu ziemnego i do 8% amoniaku. Ciekły nawęglacz, trietanoloamina, wprowadzany jest do przestrzeni roboczej pieca szybowego w postaci kropli. W przypadku stali stopowych proces azotonawęglania przeprowadza się w atmosferze z minimalną zawartością amoniaku – do 3%. 7. Obróbka chemiczno-termiczna: azotowanie, azotowanie jonowe Obróbka chemiczno-termiczna - azotowanie służy do zwiększenia twardości powierzchni różnych części - kół zębatych, tulei, wałów itp. wykonanych ze stali 38ХМУА, 38ХВФУА, 18Х2Н4ВА, 40ХНВА itp. Azotowanie - ostatnia operacja w procesie technologicznym wytwarzania części. Przed azotowaniem przeprowadza się pełną obróbkę cieplną i mechaniczną, a nawet szlifowanie, po azotowaniu dopuszcza się tylko wykończenie z usunięciem metalu do 0,02 mm na stronę. Azotowanie nazywa się obróbką chemiczno-termiczną, podczas której następuje dyfuzyjne nasycanie warstwy wierzchniej azotem. W wyniku azotowania uzyskuje się: wysoką twardość warstwy wierzchniej (do 72 HRC), wysoką wytrzymałość zmęczeniową, odporność cieplną, minimalne odkształcenia, większą odporność na zużycie i korozję. Azotowanie przeprowadza się w temperaturze od +500 do +520°C w czasie 8-9 h. Głębokość warstwy azotowanej wynosi 0,1-0,8 mm. Na koniec procesu azotowania detale schładza się wraz z piecem do temperatury +200-300°C w strumieniu amoniaku, a następnie w powietrzu. Warstwa wierzchnia nie może być trawiona. Głębiej znajduje się struktura przypominająca sorbitol. Proces ciekłego azotowania w stopionych solach cyjankowych jest szeroko stosowany w przemyśle. Grubość warstwy azotowanej wynosi 0,15-0,5 mm. Warstwa azotowana nie jest podatna na kruche pękanie. Twardość warstwy azotowanej stali węglowych wynosi do 350 HV, stopowych - do 1100 HV. Wadami tego procesu są toksyczność i wysoki koszt soli cyjankowych. Wiele gałęzi przemysłu wykorzystuje azotowanie jonowe, które ma wiele zalet w porównaniu z azotowaniem gazowym i ciekłym. Azotowanie jonowe przeprowadza się w szczelnym pojemniku, w którym wytwarzana jest atmosfera zawierająca rozrzedzony azot. W tym celu stosuje się czysty azot, amoniak lub mieszaninę azotu i wodoru. Części umieszczone wewnątrz pojemnika są połączone z biegunem ujemnym źródła stałej siły elektromotorycznej i pełnią funkcję katody. Korpus pojemnika pełni funkcję anody. Pomiędzy anodą a katodą włączane jest wysokie napięcie (500-1000 V) - następuje jonizacja gazu. Powstałe dodatnio naładowane jony azotu pędzą do bieguna ujemnego - katody. W pobliżu katody powstaje pole elektryczne o dużym natężeniu. Wysoka energia kinetyczna, jaką posiadają jony azotu, zamienia się w energię cieplną. Część nagrzewa się do +15 do +30°C w krótkim czasie (470-580 minut), następuje dyfuzja azotu w głąb metalu, czyli azotowanie. W porównaniu z azotowaniem w piecach, azotowanie jonowe umożliwia 2-3 krotne skrócenie całkowitego czasu trwania procesu, aby zmniejszyć odkształcenie części z powodu równomiernego ogrzewania. Azotowanie jonowe stali i stopów odpornych na korozję uzyskuje się bez dodatkowej obróbki depasywacyjnej. Grubość warstwy azotowanej wynosi 1 mm lub więcej, twardość powierzchni wynosi 500-1500 HV. Części pomp, wtryskiwaczy, śruby pociągowe maszyn, wały i wiele innych poddawane jest azotowaniu jonowemu. WYKŁAD nr 9. Klasyfikacja stali i ich przeznaczenie 1. Stale konstrukcyjne węglowe i stopowe: przeznaczenie, obróbka cieplna, właściwości Wysokiej jakości stale konstrukcyjne węglowe wykorzystywane są do produkcji wyrobów walcowanych, odkuwek, stali kalibrowanej, stali srebrnej, stali długiej, wytłoczek i wlewków. Stale te są głównym materiałem do produkcji części maszyn takich jak wały, wrzeciona, śruby, nakrętki, ograniczniki, pręty, cylindry hydrauliczne, koła łańcuchowe, czyli części o różnym stopniu obciążenia. Wykonuje się różne specjalne rodzaje obróbki cieplnej stali węglowych w celu zapewnienia niezbędnych parametrów lepkości, sprężystości i twardości. Ostatecznie obróbka cieplna tych stali i części prowadzi do zwiększenia ich odporności na zużycie i niezawodności. Wysokiej jakości stale konstrukcyjne węglowe mają wyższe właściwości mechaniczne niż stale zwykłej jakości ze względu na niższą zawartość fosforu, siarki i innych wtrąceń niemetalicznych. Ze względu na rodzaj obróbki węglowe stale konstrukcyjne dzielą się na walcowane na gorąco, kute, kalibrowane i srebrne (ze specjalnym wykończeniem powierzchni). W zależności od stanu materiału stale te produkuje się bez obróbki cieplnej, po obróbce cieplnej (T) i odrobinie na zimno (H). Zgodnie z przeznaczeniem, węglowe stale konstrukcyjne walcowane na gorąco i kute dzieli się na podgrupy: „a” - do obróbki ciśnieniowej na gorąco; „b” – do obróbki mechanicznej poprzez wycinanie na maszynach; „c” - do ciągnienia na zimno. stopowy nazywane są stale, które oprócz zwykłych zanieczyszczeń (mangan, krzem, siarka i fosfor) zawierają szereg pierwiastków specjalnie wprowadzanych do stali podczas jej wytopu w celu uzyskania pożądanych właściwości. Te elementy nazywają się stopowanie. Najczęściej stosowanymi pierwiastkami stopowymi są nikiel, chrom, wolfram, molibden, tytan, wanad i aluminium. Konstrukcyjne stale stopowe dzielą się na walcowane na gorąco, kute, kalibrowane i srebrne, stosowane w stanie ulepszonym cieplnie. Stale walcowane na gorąco i kute dostarczane są zarówno w stanie ulepszonym cieplnie (wyżarzane, wysokoodpuszczane, normalizowane lub normalizowane z wysokim odpuszczaniem), jak i bez obróbki cieplnej, kalibrowane i srebrzone - odkształcane na zimno lub ulepszane cieplnie (wyżarzane, odpuszczane). , normalizowany, hartowany przez odpuszczanie). Norma (GOST) przewiduje produkcję i produkcję 13 grup konstrukcyjnych stali stopowych, z których każda nosi nazwę dominującego w niej pierwiastka stopowego. Na przykład stale stopowe chromu - 15X, 15Xa, 20X, 30X, 30XRA, 35X, 38XA, 40X, 45X, 50X; stale te wykorzystywane są do produkcji części, które wraz z dużą odpornością na zużycie wymagają minimalnych odkształceń podczas obróbki cieplnej, ulepszonych i hartowanych części pracujących przy średnich prędkościach i wysokich ciśnieniach właściwych (koła zębate, pierścienie, zębatki itp.), obciążonych części samochodów i ciągniki, a także duże części, które wymagają wysokiej hartowności i ogólnej zwiększonej wytrzymałości. 2. Stale odporne na korozję Stale odporne na korozję - Są to stale i stopy nierdzewne odporne na korozję elektrochemiczną i chemiczną (atmosferyczną, glebową, zasadową, kwasową, solną), korozję międzykrystaliczną i naprężeniową. Stale te obejmują następujące gatunki: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). Służą do produkcji części o podwyższonej plastyczności, poddanych obciążeniom udarowym (zawory prasy hydraulicznej), części pracujących w lekko agresywnych środowiskach (przy opadach atmosferycznych, w wodnych roztworach soli, kwasów organicznych); wysoka odporność na korozję jest zapewniona po obróbce cieplnej i polerowaniu. Gatunek stali 14Kh14N12 (1Kh17N2, EI268) jest stosowany głównie w przemyśle chemicznym i lotniczym; posiada całkiem zadowalające właściwości technologiczne. Stal gatunku 15Х25Т (Х25Т, EI439) stosowana jest do produkcji urządzeń wymiany ciepła (rury, kołnierze łączące, zawory, krany) pracujących w agresywnym środowisku; stosowany jako zamiennik stali 12Х18М10Т do produkcji konstrukcji spawanych pracujących w środowiskach bardziej agresywnych niż zalecane dla stali 08Х17Т; Nie zaleca się stosowania tej stali (15Х25Т) w temperaturach +400-700°C. 08Х21Н6М2Т służy do produkcji części i konstrukcji spawanych pracujących w bardzo agresywnych środowiskach - kwas octowy, kwas siarkowy i kwas fosforowy; gatunki 10Х17Н13М2Т, 10Х17Н13М3Т stosuje się do produkcji konstrukcji spawanych pracujących we wrzącym kwasie fosforowym, siarkowym i 10% kwasie octowym, a także w środowisku kwasu siarkowego. W wielu elementach maszyn łożyska pracują w agresywnym środowisku i podwyższonych temperaturach. Zespoły te wykorzystują głównie stal odporną na korozję 95×18. Mikrostruktura stali odpornej na korozję 95 × 18 to ukryty martenzyt igiełkowy i nadmiar węglików, a mikrostruktura podobnej stali 11 × 18 M to ukryty i drobnokrystaliczny martenzyt i nadmiar węglików, ale martenzyt igiełkowy nie jest dozwolony w 11 × 18 Stal M. W przypadku łożysk pracujących w temperaturach od -200°C do +120°C najlepszy kompleks właściwości mechanicznych i antykorozyjnych zastosowanych stali występuje w trybie obróbki cieplnej: nagrzewanie - do +350°C, wygrzewanie końcowe w temperaturze +1070°C ± 20°C, hartowanie – w oleju w temperaturze od +30 do +60°C, obróbka na zimno – w temperaturze -70°C i odpuszczanie – od +150 do +160°C. Jak pokazała wieloletnia praktyka stosowania w różnych gałęziach przemysłu, odporność korozyjna stali zależy od wielu czynników: 1) ze stosowanych pierwiastków stopowych - chrom, nikiel, aluminium, tytan, molibden, ich kombinacje i udział procentowy w stopach; na przykład stale chromowo-molibdenowo-nowe i chromowo-molibdenowo-wanadowe w gatunkach 15XM, 20XM, 30X3MF, 40XMFA mają wysokie właściwości antykorozyjne; 2) z obróbki cieplnej lub chemiczno-termicznej; 3) na jakość obróbki powierzchni stali i części pracujących w agresywnych środowiskach (powierzchnie „lustrzane” są z reguły bardziej odporne na korozję niż szorstkie). 3. Stale i stopy żaroodporne Stale i stopy żaroodporne należą do trzeciej grupy stali wysokostopowych. Ich mikrostruktura po obróbce cieplnej powinna składać się z martenzytu utajonego i drobnoiglastego lub drobnoiglastego oraz nadmiaru węglików pierwiastków stopowych (MoC, CrC, NiC itp.). Stale i stopy żaroodporne obejmują: 1) 40Х9С2. Stosowany do produkcji zaworów silnikowych i elementów złącznych pracujących w wysokich temperaturach - około +1000 °C; 2) X1560-N. Służy do produkcji elementów grzejnych (temperatura robocza elementów grzejnych wynosi +1000-1300 °C); 3) Kh20N80, Kh20N80-VI (wytopiony metodą indukcji próżniowej); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Stopy te są wykorzystywane do produkcji czujników temperatury i elementów wrażliwych na temperaturę, drutu i taśmy do pieców grzewczych, elektrycznych urządzeń termicznych, mikrodrutu do rezystorów niekrytycznych; stopy te działają w zakresie od +1000 do +1300 °C. Do stali i stopów żaroodpornych obejmuje również następujące marki: 1) KhN60Yu. Służy do produkcji części turbin (z blachy) pracujących przy umiarkowanych naprężeniach, a także do oporowych urządzeń grzewczych; 2) 20X23H18. Wykorzystywany jest do produkcji części maszyn dla przemysłu chemicznego i naftowego, zaworów odcinających do gazociągów, komór spalania, a także do oporowych urządzeń grzewczych; 3) 09X16N15M3B. Wykorzystywany jest do produkcji rur przegrzewaczy i rurociągów wysokociśnieniowych; 4) 12X18H10T, 12X18H12T, 12X18H9T. Wykorzystywane są do produkcji części układów wydechowych i rur (z blach i wyrobów długich), stal 12X18H12T jest bardziej stabilna w działaniu niż stal marki 12X18H10T; 5) 40X15N7G7F2MS. Stosowany do produkcji elementów złącznych pracujących w temperaturze +650°C. Odporność cieplna stali i stopów zależy od składu pierwiastków stopowych, ich kombinacji i stężenia. GOST 5632-72 zaleca optymalne zakresy temperatur, w których części wykonane ze stali żaroodpornych i stopów mają największą niezawodność działania. Ponadto norma dla każdego gatunku stali lub stopu wskazuje temperaturę, w której rozpoczyna się intensywne zgorzelanie oraz żywotność wykonanych z nich części – krótkoterminową, ograniczoną, długoterminową i bardzo długoterminową. Za krótkotrwały okres użytkowania umownie uważa się żywotność części do 100 godzin, ograniczony - do 1000 godzin, długotrwały - do 10 000 godzin i bardzo długi - do 100 000 godzin. Stopy żaroodporne są wysokostopowe i precyzyjne. Stopy precyzyjne charakteryzują się dużą czystością składników i ich dokładnym stosunkiem. Znakowanie stopów precyzyjnych różni się nieco od znakowania stali stopowych i stopów. GOST 10994-74 reguluje skład chemiczny, podstawowe właściwości fizyczne i obszary zastosowania każdego stopu. Powyżej wymieniono żaroodporne stopy precyzyjne i wskazano obszary ich zastosowania - N50K10, Kh13Yu4, OX23Yu5, Kh15N60-N itp. 4. Materiały narzędziowe: stale narzędziowe i szybkotnące Stale stopowe narzędziowe służą do produkcji narzędzi tnących i pomiarowych, a także stempli. Stale przeznaczone do produkcji narzędzi skrawających (frezy, wiertła, frezy itp.) muszą mieć wysoką twardość (HRC l 62) i odporność na zużycie. Jeżeli skrawanie odbywa się w trudnych warunkach – duże prędkości skrawania, obróbka twardych metali, usuwany duży przekrój wiórów – wówczas wydatkowana jest znaczna energia mechaniczna, czemu towarzyszy silne nagrzewanie się krawędzi skrawającej narzędzia. Dlatego stal używana do wykonania narzędzia musi charakteryzować się dużą twardością i odpornością na ciepło (lub odporność na czerwono). Stale używane do produkcji matryc muszą charakteryzować się kombinacją twardości i wytrzymałości, a także odporności cieplnej (odporność na nagłe zmiany temperatury w postaci odporności na pojawienie się pęknięć cieplnych). Stale stopowe narzędziowe zawierają pierwiastki węglikotwórcze: chrom, wolfram, molibden, mangan, wanad. Stale te mają wolniejsze tempo chłodzenia podczas hartowania, zmniejszając w ten sposób ryzyko pękania, deformacji i wypaczenia. Stal jest walcowana na gorąco, kuta, kalibrowana i polerowana (srebro). Norma przewiduje dwie grupy i pięć podgrup stali narzędziowych. Zawartość w nich zarówno siarki, jak i fosforu nie powinna przekraczać 0,03%, a zawartość siarki w stali powstałej w procesie przetapiania elektrożużlowego nie powinna przekraczać 0,015%. Stale na narzędzia skrawające i pomiarowe produkowane są z płytką (7ХФ, 8ХФ 11ХФ) i głęboką (9Х1, Х, 12Х1, 9ХС, 8ГС, 8Х6НФТ). Stale te wykorzystywane są do produkcji gwintowników, matryc, wierteł, frezów, brzeszczotów do pił do metalu, sprawdzianów, szablonów itp. Stale narzędziowe szybkotnące otrzymały tę nazwę, ponieważ wykonane z nich narzędzia mogą pracować z dużymi prędkościami skrawania nie tracąc swoich właściwości. Niezwykłą właściwością stali szybkotnących jest ich wysoka odporność na czerwono, czyli zdolność do zachowania wysokiej twardości i skrawności po nagrzaniu do temperatury 600-650°C. Odporność na kolor czerwony zależy głównie od dwóch czynników: składu chemicznego i obróbki cieplnej. Stale szybkotnące mają złożony skład chemiczny. Ich najważniejszym pierwiastkiem stopowym jest wolfram (6-18%) i wanad (1-5%). Ponadto wszystkie stale szybkotnące zawierają chrom (3-4,5%), którego większość jest rozpuszczona w sieci krystalicznej żelaza. W celu nadania stalom szybkotnącym wysokich właściwości skrawnych, poddaje się je obróbce cieplnej według specjalnego reżimu. Norma przewiduje produkcję 14 gatunków stali szybkotnących, które umownie dzieli się na dwie grupy: grupa pierwsza – stale niezawierające kobaltu, grupa druga – stale zawierające zwiększoną ilość kobaltu i wanadu. Gatunki stali szybkotnącej - R18, R12, R9, R6M3, R9K5. WYKŁAD nr 10. Stopy twarde i supertwarde 1. Węglik i ceramika do cięcia Stopy węglików i ceramika skrawająca produkowane są metodami metalurgii proszków. Metalurgia proszków to dziedzina technologii obejmująca zespół metod wytwarzania proszków metali ze związków metalopodobnych, półproduktów i wyrobów z nich wytworzonych, a także z ich mieszanin z proszkami niemetalicznymi bez topienia głównego składnika. Surowce do twardych stopów i ceramiki metalowej – proszki – otrzymuje się metodami chemicznymi lub mechanicznymi. Kształtowanie półfabrykatów (produktów) odbywa się na zimno lub po podgrzaniu. Formowanie na zimno następuje poprzez prasowanie osiowe na prasach mechanicznych i hydraulicznych lub poprzez ciśnienie cieczy na elastyczną osłonę, w której umieszczane są proszki (metoda hydrostatyczna). Poprzez prasowanie na gorąco w matrycach młotkiem (prasowanie dynamiczne) lub metodą gazostatyczną w specjalnych pojemnikach pod ciśnieniem (15-400 tys. Pa) gorących gazów, powstają wyroby ze słabo spiekanych materiałów – mas ogniotrwałych, które są stosowany do produkcji twardych stopów i ceramiki metalowej. Skład takich spiekanych związków ogniotrwałych (pseudostopów) obejmuje składniki niemetaliczne - grafit, tlenek glinu, węgliki, które nadają im specjalne właściwości. W przemyśle narzędziowym szeroko stosowane są stopy spiekane na twardo i cermetale do cięcia (metale + elementy niemetalowe). Zgodnie z zawartością głównych składników proszki w mieszaninie twardych stopów spiekanych dzielą się na trzy grupy: wolfram, tytan-wolfram i tytan-tantal-wolfram, według obszaru zastosowania - na stopach do obróbki materiałów przez cięcie, wyposażania narzędzi górniczych, do napawania szybko zużywających się części maszyn, przyrządów i osprzętu. Właściwości fizyczne i mechaniczne stopów twardych: wytrzymałość na zginanie - 1176-2156 MPa (120-220 KGS/mm 2), gęstość - 9,5-15,3 g/cm 3, twardość - 79-92 HRA. Stopy twarde do bezwiórowej obróbki metali, napawania szybko zużywających się części maszyn, przyrządów i osprzętu: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. W oznaczeniu gatunków twardych stopów litera „K” oznacza kobalt, „B” oznacza węglik wolframu, „T” oznacza węgliki tytanu i tantalu; liczby odpowiadają procentowi składników proszkowych zawartych w stopie. Na przykład stop VK3 zawiera 3% kobaltu, resztę stanowi węglik wolframu. Niedobór wolframu spowodował konieczność opracowania bezwolframowych twardych stopów, które pod względem podstawowych właściwości nie ustępują stopom spiekanym na bazie węglików wolframu. Bezwolframowe i twarde stopy cermetalowe chromowo-węglikowe znajdują zastosowanie w budowie maszyn do produkcji wykrojników, wykrojników, do natrysku różnych, w tym ściernych, materiałów, części ciernych pracujących w temperaturze do 900°C, narzędzi skrawających do obróbki metali nieżelaznych. 2. Materiały supertwarde Trzy rodzaje materiałów supertwardych (SHM) są obecnie stosowane w różnych gałęziach przemysłu, w tym w budowie maszyn, do produkcji różnych narzędzi skrawających: diamenty naturalne, diamenty polikrystaliczne syntetyczne oraz kompozyty na bazie azotynu boru (elbor). Diamenty naturalne i syntetyczne mają tak wyjątkowe właściwości jak najwyższa twardość (HV 10 000 kgf/mm 2), mają bardzo małe: współczynnik rozszerzalności liniowej i współczynnik tarcia; wysoka: przewodność cieplna, odporność na adhezję i odporność na zużycie. Wadami diamentów są niska wytrzymałość na zginanie, kruchość i rozpuszczalność w żelazie w stosunkowo niskich temperaturach (+750 °C), co uniemożliwia ich stosowanie do obróbki stali żelazowo-węglowych i stopów przy dużych prędkościach skrawania, a także przy skrawaniu przerywanym i drganiach . Naturalne diamenty stosowane są w postaci kryształów osadzonych w metalowym korpusie frezu.Diamenty syntetyczne gatunków ASB (balas) i ASPK (carbonado) są zbliżone strukturą do diamentów naturalnych.Posiadają strukturę polikrystaliczną i mają wyższą charakterystykę wytrzymałościową. Diamenty naturalne i syntetyczne znajdują szerokie zastosowanie w obróbce stopów miedzi, aluminium i magnezu, metali szlachetnych (złoto, srebro), tytanu i jego stopów, materiałów niemetalicznych (tworzywa sztuczne, tekstolit, włókno szklane), a także stopów twardych i ceramiki. Diamenty syntetyczne W porównaniu z naturalnymi mają szereg zalet ze względu na ich wyższą wytrzymałość i charakterystykę dynamiczną. Mogą być używane nie tylko do toczenia, ale także do frezowania. Złożony to supertwardy materiał na bazie sześciennego azotku boru, stosowany do produkcji ostrzowych narzędzi skrawających. Pod względem twardości kompozyt zbliża się do diamentu, znacznie przewyższa go odpornością na ciepło i jest bardziej obojętny na metale żelazne, co określa jego główny obszar zastosowania - obróbkę hartowanych stali i żeliw. Przemysł produkuje następujące główne marki STM: kompozyt 01 (elbor - R), kompozyt 02 (belbor), kompozyt 05 i 05I oraz kompozyt 09 (PTNB - NK). Kompozyty 01 i 02 mają wysoką twardość (HV 750 kgf/mm 2), ale niska wytrzymałość na zginanie (40-50 kg/mm 2). Ich głównym obszarem zastosowania jest toczenie dokładne i dokładne bezudarowe części wykonanych ze stali hartowanej o twardości HRC 55-70, żeliwa o dowolnej twardości oraz twardych stopów w gatunkach VK 15, VK 20 i VK 25 (HP^ 88 -90), z posuwem do 0,15 mm/obr i głębokością skrawania 0,05-0,5 mm. Kompozyty 01 i 02 można również stosować do frezowania stali hartowanych i żeliw, pomimo występowania obciążeń udarowych, co tłumaczy się korzystniejszą dynamiką frezowania. Kompozyt 05 zajmuje pozycję pośrednią pod względem twardości pomiędzy kompozytem 01 a kompozytem 10, a jego wytrzymałość jest w przybliżeniu taka sama jak kompozytu 01. Kompozyty 09 i 10 mają w przybliżeniu taką samą wytrzymałość na zginanie (70-100 kgf/mm 2). 3. Materiały narzędzi ściernych Materiały ścierne dzielimy na naturalne i sztuczne. Do tych pierwszych zalicza się kwarc, szmergiel, korund i diament, do drugich zalicza się elektrokorund, węglik krzemu, węglik boru, sześcienny azotek boru i diamenty syntetyczne. Kwarc (P) to materiał składający się głównie z krzemionki krystalicznej (98,5 ... 99,5% SiO2). Stosowany jest do produkcji skór ściernych na bazie papieru i tkaniny w postaci mielonych ziaren w stanie swobodnym. Szmergiel (Н) - drobnokrystaliczny tlenek glinu (25…60% Al2 O3) ciemnoszary i czarny z domieszką tlenku żelaza i krzemianów. Przeznaczony do produkcji płótna szmerglowego i batoników. Corundum (E i ESB) - minerał składający się głównie z krystalicznego tlenku glinu (80.95% Al2 O3) oraz niewielką ilość innych minerałów, w tym chemicznie spokrewnionych z Al2 O3. Ziarna korundu są twarde i po złamaniu tworzą muszlowe pęknięcie o ostrych krawędziach. Korund naturalny ma ograniczone zastosowanie i jest używany głównie w postaci proszków i past do operacji wykończeniowych (polerowania). Diamond (A) to minerał, który jest czystym węglem. Posiada najwyższą twardość ze wszystkich znanych w przyrodzie substancji. Jednoostrzowe narzędzia tnące oraz diamentowo-metalowe ołówki do obciągania ściernic wykonane są z kryształów i ich fragmentów. Istnieją cztery rodzaje elektrokorundu: 1) zwykły elektrokorund 1A, wytopiony z boksytu, jego odmiany - 12A, 13A, 14A, 15A, 16A; 2) biały, wytopiony z tlenku glinu, jego odmiany - 22A, 23A, 24A, 25A; 3) elektrokorund stopowy wytopiony z tlenku glinu z różnymi dodatkami: chrom 3A w odmianach 32A, 33A, 34A i tytan 3A w odmianie 37A; 4) Monokorund A4, wytopiony z boksytu za pomocą siarczku żelaza i czynnika redukującego, a następnie wyodrębnienie monokryształów korundu. Elektrokorund składa się z tlenku glinu Al 2 O 3 i niektóre zanieczyszczenia. Węglik krzemu - związek chemiczny krzemu z węglem (SiC). Ma większą twardość i kruchość. niż elektrokorund. W zależności od zawartości węglika krzemu materiał ten występuje w kolorze zielonym (6C) i czarnym (5C). Pierwszy zawiera co najmniej 97% krzemu. Drugi typ (czarny) produkowany jest w odmianach: 52C, 53C, 54C i 55C. Różne narzędzia ścierne (na przykład ściernice) do obróbki twardych stopów i materiałów niemetalicznych wykonane są z ziaren zielonego węglika krzemu, a narzędzia (tarcze szlifierskie) do obróbki wyrobów z żeliwa, metali nieżelaznych i do ostrzenia cięcia narzędzia (frezy) wykonane są z ziaren czarnego węglika krzemu, wiertła itp.). Sześcienny azotek boru (KNB) - związek boru, krzemu i węgla. CBN ma twardość i zdolność ścierną zbliżoną do diamentu. Diament syntetyczny (AS) ma taką samą strukturę jak naturalny. Właściwości fizyczne i mechaniczne diamentów syntetycznych dobrych gatunków są zbliżone do właściwości diamentów naturalnych. Diamenty syntetyczne produkowane są w pięciu gatunkach ASO, ACP, ASK, DIA, ACC. WYKŁAD nr 11. Stopy metali nieżelaznych 1. Metale nieżelazne i stopy, ich właściwości i przeznaczenie Cenne właściwości metali nieżelaznych doprowadziły do ich szerokiego zastosowania w różnych gałęziach nowoczesnej produkcji. Miedź, aluminium, cynk, magnez, tytan i inne metale oraz ich stopy są niezbędnymi materiałami w przemyśle przyrządowym i elektrycznym, lotniczym i radioelektronicznym, nuklearnym i kosmicznym. Metale nieżelazne posiadają szereg cennych właściwości: wysoką przewodność cieplną, bardzo niską gęstość (aluminium i magnez), bardzo niską temperaturę topnienia (cyna, ołów), wysoką odporność na korozję (tytan, aluminium). Stopy aluminium z innymi pierwiastkami stopowymi znajdują szerokie zastosowanie w różnych gałęziach przemysłu. Stopy na bazie magnezu charakteryzują się niską gęstością, wysoką wytrzymałością właściwą i dobrymi właściwościami skrawania. Znalazły szerokie zastosowanie w inżynierii mechanicznej, aw szczególności w przemyśle lotniczym. Miedź techniczna, zawierająca nie więcej niż 0,1% zanieczyszczeń, stosowana jest na różnego rodzaju przewodniki prądowe. Stopy miedzi Ze względu na skład chemiczny dzieli się je na mosiądz i brąz. Z kolei mosiądz Ze względu na skład chemiczny dzieli się je na proste, stopowe tylko z cynkiem oraz specjalne, które oprócz cynku zawierają jako pierwiastki stopowe ołów, cynę, nikiel i mangan. Brązowy również podzielony na cynę i bez cyny. Brązy bezcynowe mają wysoką wytrzymałość, dobre właściwości antykorozyjne i przeciwcierne. Magnez jest szeroko stosowany w hutnictwie, przy pomocy którego odtlenianie i odsiarczanie niektórych metale i stopy, modyfikują żeliwo szare w celu uzyskania grafitu kulistego, wytwarzają metale trudne do odzyskania (np. tytan), mieszaniny proszku magnezowego z utleniaczami stosuje się do wytwarzania rakiet oświetleniowych i zapalających w technologii odrzutowej i pirotechnice. Właściwości magnezu są znacznie poprawione dzięki stopowaniu. Aluminium i cynk o udziale masowym do 7% zwiększają jego właściwości mechaniczne, mangan poprawia jego odporność na korozję i spawalność, cyrkon wprowadzony do stopu wraz z cynkiem uszlachetnia ziarno (w strukturze stopu), zwiększa właściwości mechaniczne i korozję opór. Stopy magnezu służą do wykonywania odlewów kształtowych, a także półproduktów - blach, płyt, prętów, profili, rur, drutów. Magnez przemysłowy otrzymywany jest metodą elektrolityczną z magnezytu, dolomitu, karnalitu, wody morskiej i odpadów z różnych gałęzi przemysłu, według schematu otrzymywania czystych bezwodnych soli magnezu, elektrolizy tych soli w stanie stopionym i rafinacji magnezu.W przyrodzie silne akumulacje tworzą węglany magnezu - magnezyt i dolomit, a także karnalit . W przemyśle spożywczym folie opakowaniowe z aluminium i jego stopów mają szerokie zastosowanie - do pakowania wyrobów cukierniczych i nabiałowych, a w dużych ilościach wykorzystuje się także aluminiowe naczynia kuchenne (kuchenki, tace, wanny itp.). 2. Stopy miedzi Miedź jest jednym z metali znanych od czasów starożytnych. Wczesne zapoznanie się człowieka z miedzią ułatwił fakt, że występuje ona w przyrodzie w stanie wolnym w postaci bryłek, które czasami osiągają znaczne rozmiary. Obecnie miedź jest szeroko stosowana w elektrotechnice, przy budowie linii energetycznych, do produkcji sprzętu łączności telegraficznej i telefonicznej, sprzętu radiowego i telewizyjnego. Druty, kable, szyny zbiorcze i inne produkty przewodzące wykonane są z miedzi. Miedź ma wysoką przewodność elektryczną i cieplną, wytrzymałość, wytrzymałość i odporność na korozję. Jego właściwości fizyczne są określone przez jego strukturę. Ma sześcienną siatkę przestrzenną skupioną na twarzy. Jego temperatura topnienia wynosi +1083°C, temperatura wrzenia - +2360°C. Średnia wytrzymałość na rozciąganie zależy od rodzaju obróbki i waha się od 220 do 420 MPa (22-45 kgf/mm 2), wydłużenie względne – 4-60%, twardość – 35-130 HB, gęstość – 8,94 g/cm 3. Posiadając niezwykłe właściwości, miedź jednocześnie jako materiał konstrukcyjny nie spełnia wymagań inżynierii mechanicznej, dlatego jest stopowa, czyli do stopów wprowadza się metale takie jak cynk, cyna, aluminium, nikiel i inne, przez co jego właściwości mechaniczne i technologiczne to ulepszone właściwości. Miedź w czystej postaci stosowana jest w ograniczonym zakresie, szerzej stosowane są jej stopy. Ze względu na skład chemiczny stopy miedzi dzielą się na mosiądz, brąz i miedź-nikiel, a zgodnie z ich przeznaczeniem technologicznym - na odkształcalne, stosowane do produkcji półproduktów (drut, blacha, taśma, profil) i odlewnicze , używany do odlewania części. Mosiądz - stopy miedzi z cynkiem i innymi składnikami. Mosiądze zawierające oprócz cynku inne pierwiastki stopowe nazywane są złożonymi lub specjalnymi i nazywane są w zależności od wprowadzonych składników stopowych oprócz cynku. Przykładowo: tompak L90 to mosiądz zawierający 90% miedzi, reszta to cynk; mosiądz aluminiowy LA77-2 - 77% miedzi, 2% aluminium, reszta to cynk itp. W porównaniu z miedzią mosiądze mają dużą wytrzymałość, odporność na korozję i elastyczność. Przetwarza się je poprzez odlewanie, prasowanie i cięcie. Wykonuje się z nich półprodukty (blachy, taśmy, listwy, rury skraplaczy i wymienników ciepła, druty, wytłoczki, zawory odcinające – kurki, zawory, medale i odznaki, wyroby artystyczne, instrumenty muzyczne, mieszki, łożyska). Brązy to stopy na bazie miedzi, w których jako dodatki stosuje się cynę, aluminium, beryl, krzem, ołów, chrom i inne pierwiastki. Brązy dzielą się na bezcynowe (BrA9Mts2L itp.), cynę (BrO3ts12S5 itp.), aluminium (BrA5, BrA7 itp.), krzem (BrKN1-3, BrKMts3-1), mangan (BrMts5), brązy berylowe (BrB2, BrFNT1,7 itd.). Brązy wykorzystywane są do produkcji zaworów odcinających (krany, zawory), różnych części pracujących w wodzie, oleju, parze, mediach lekko agresywnych, wodzie morskiej. 3. Stopy aluminium Nazwa „aluminium” pochodzi od łacińskiego słowa alumen – czyli od 500 lat p.n.e. mi. zwany ałunem aluminiowym, który był używany do trawienia podczas barwienia tkanin i garbowania skóry. Pod względem liczebności w przyrodzie aluminium zajmuje trzecie miejsce po tlenie i krzemie oraz pierwsze wśród metali. Pod względem zastosowania technologicznego zajmuje drugie miejsce po żelazie. Aluminium nie występuje w postaci wolnej, otrzymuje się go z minerałów - boksytu, nefelinu i alunitu, przy czym najpierw wytwarza się tlenek glinu, a następnie aluminium otrzymuje się z tlenku glinu w drodze elektrolizy. Właściwości mechaniczne aluminium są niskie: wytrzymałość na rozciąganie - 50-90 MPa (5-9 kgf/mm 2), wydłużenie względne - 25-45%, twardość - 13-28 HB. Aluminium dobrze się spawa, ale jest trudne w obróbce, ma duży skurcz liniowy - 1,8% W czystej postaci aluminium jest rzadko stosowane, powszechnie stosowane są jego stopy z miedzią, magnezem, krzemem, żelazem itp. Aluminium i jego stopy są szeroko stosowane niezbędne w lotnictwie i budowie maszyn, liniach energetycznych, taborze metra i kolei. Stopy aluminium dzielą się na odlewane i kute. Odlewane stopy aluminium produkowane są we wlewkach - rafinowane i nierafinowane. Stopy z literą „P” w oznaczeniu marki przeznaczone są do produkcji przyborów spożywczych. Właściwości mechaniczne stopów zależą od ich składu chemicznego i metod produkcji. Skład chemiczny głównych składników stopu można określić według gatunku. Na przykład stop AK12 zawiera 12% krzemu, resztę stanowi aluminium; AK7M2P - 7% krzemu, 2% miedzi, reszta to aluminium. Najszerzej stosowanym stopem aluminiowo-krzemowym w różnych gałęziach przemysłu jest silumin, który produkowany jest w czterech klasach - SIL-00, STR-0, STR-1 i STR-2. Oprócz aluminium (bazy) i krzemu (10-13%) stop ten zawiera: żelazo - 0,2-0,7%, mangan - 0,05-0,5%, wapń - 0,7-0,2%, tytan - 0,05-0,2%, miedź - 0,03% i cynk - 0,08%. Z siluminów produkowane są różne części do samochodów osobowych, traktorów i samochodów osobowych. Stopy aluminium do przeróbki plastycznej w postaci wlewków, przeznaczone do obróbki ciśnieniowej i do szycia w produkcji innych stopów aluminium, są znormalizowane pewnymi normami. Stopy do obróbki ciśnieniowej składają się z aluminium (baza), pierwiastków stopowych (miedź – 5%, magnez – 0,1-2,8%, mangan – 0,1-0,7%, krzem – 0,8-2,2%, cynk – 2-6,5% i niewielka ilość innych zanieczyszczeń). Gatunki tych stopów to: VD1, AVD1, AVD1-1, AKM, półprodukty wykonywane są ze stopów aluminium - arkusze, taśmy, taśmy, płyty, wlewki, płyty. Ponadto metalurgia metali nieżelaznych wytwarza aluminiowe stopy przeciwcierne stosowane do produkcji łożysk monometalicznych i bimetalicznych metodą odlewania. W zależności od składu chemicznego norma przewiduje następujące gatunki tych stopów: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. Norma określa również warunki pracy dla produktów wykonanych z tych stopów: obciążenie od 19,5 do 39,2 MN / m2 (200-400 kgf / cm 2), temperatura od 100 do 120°C, twardość – od 200 do 320 HB. 4. Stopy tytanu Tytan - Srebrzysty biały metal. Jest to jeden z najczęstszych elementów w przyrodzie. Wśród innych elementów pod względem rozpowszechnienia w skorupie ziemskiej (0,61%), zajmuje dziesiąte miejsce. Tytan jest lekki (gęstość 4,5 g/cm 3), ogniotrwały (temperatura topnienia 1665 °C), bardzo trwały i plastyczny. Na jego powierzchni tworzy się trwały film tlenkowy, dzięki czemu jest on odporny na korozję w wodzie słodkiej i morskiej, a także w niektórych kwasach. W temperaturach do 882 ° C ma sześciokątną, gęsto upakowaną siatkę, w wyższych temperaturach ma sześcian wyśrodkowany na ciele. Właściwości mechaniczne blach tytanowych zależą od składu chemicznego i metody obróbki cieplnej. Jego wytrzymałość na rozciąganie wynosi 300-1200 MPa (30-120 KGS/mm 2), wydłużenie - 4-10%. Szkodliwe zanieczyszczenia tytanu to azot, węgiel, tlen i wodór. Zmniejszają jego ciągliwość i spawalność, zwiększają twardość i wytrzymałość oraz pogarszają odporność na korozję. W temperaturach powyżej 500 °C tytan i jego stopy łatwo utleniają się absorbując wodór, co powoduje kruchość (kruchość wodorowa). Po podgrzaniu powyżej 800 ° C tytan intensywnie pochłania tlen, azot i wodór, ta zdolność jest wykorzystywana w metalurgii do odtleniania stali. Służy jako pierwiastek stopowy dla innych metali nieżelaznych i stali. Ze względu na swoje niezwykłe właściwości tytan i jego stopy są szeroko stosowane w przemyśle lotniczym, rakietowym i stoczniowym. Półfabrykaty powstają z tytanu i jego stopów: blach, rur, prętów i drutu. Głównymi materiałami przemysłowymi do produkcji tytanu są ilmenit, rutyl, perowskit i sfen (tytanit). Technologia wytwarzania tytanu jest złożona, czasochłonna i czasochłonna: najpierw wytwarza się gąbkę tytanową, a następnie wytwarza się z niej tytan ciągliwy poprzez przetapianie w piecach próżniowych. gąbka tytanowa, otrzymywany metodą magnezowo-termiczną, służy jako materiał wyjściowy do produkcji stopów tytanu i do innych celów. W zależności od składu chemicznego i właściwości mechanicznych standardowo ustala się następujące gatunki gąbki tytanowej: TG-90, TG-100, TG-110, TG-120, TG-130. W oznaczeniach marek litery „TG” oznaczają tytan gąbczasty, „Tv” oznaczają twardość, cyfry oznaczają twardość Brinella. Gąbka tytanowa zawiera domieszki: żelazo – do 0,2%, krzem – do 0,04%, nikiel – do 0,05%, węgiel – do 0,05%, chlor – do 0,12%, azot – do 0,04%, tlen - do 0,1%. Tytan i stopy tytanu poddane obróbce ciśnieniowej przeznaczone są do wytwarzania różnorodnych półproduktów (blachy, rury, pręty, drut). W zależności od składu chemicznego norma przewiduje następujące gatunki: VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT- 7 V, PT -1 m. Główne składniki: aluminium - 0,2-0,7%, mangan - 0,2-2%, molibden - 0,5-5,5%, wanad - 0,8-5,5%, cyrkon - 0,8-3%, chrom - 0,5-2,3 %, cyna - 2-3%, krzem - 0,15-0,40%, żelazo - 0,2-1,5%. Głównymi składnikami lub zanieczyszczeniami mogą być żelazo, krzem i cyrkon, w zależności od marki stopu. 5. Stopy cynku Stop cynkowo-miedziany - mosiądz - był znany starożytnym Grekom i Egipcjanom. Ale wytop cynku na skalę przemysłową rozpoczął się dopiero w XVII wieku. Cynk - metal o barwie jasnoszarej niebieskawej, kruchy w temperaturze pokojowej iw temperaturze 200 °C, po podgrzaniu do 100-150 °C staje się plastyczny. Zgodnie z normą cynk produkowany i dostarczany jest w postaci surówek i bloków o masie do 25 kg. Norma określa także gatunki cynku i obszary ich zastosowania: TsV00 (zawartość cynku - 99,997%) - do celów naukowych, produkcji odczynników chemicznych, wytwarzania wyrobów dla przemysłu elektrycznego; CVO (cynk – 99,995%) – dla przemysłu poligraficznego i motoryzacyjnego; TsV1, TsV (cynk - 99,99%) - do produkcji wyprasek przeznaczonych do produkcji części krytycznych, do produkcji tlenku cynku, proszku cynku i czystych odczynników; TsOA (cynk 99,98%), TsO (cynk 99,975%) - do produkcji blach cynkowych, ciśnieniowych stopów cynku, wybielaczy, stopów, do cynkowania ogniowego i galwanicznego; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3 - do różnych celów. Stopy cynku są szeroko stosowane w przemyśle: mosiądz, brąz cynkowy, stopy do powlekania różnych wyrobów stalowych, do produkcji elementów galwanicznych, do druku itp. Stopy cynku we wlewkach do odlewania są znormalizowane. Stopy te znajdują zastosowanie w motoryzacji i oprzyrządowaniu, a także w innych gałęziach przemysłu. Norma określa gatunki stopów, ich skład chemiczny, produkty z nich wykonane są określane: 1) TsAM4-10 - szczególnie krytyczne części; 2) TsAM4-1 - części krytyczne; 3) TsAM4-1V - części niekrytyczne; 4) TsA4O - krytyczne części o stabilnych wymiarach; 5) CA4 - części niekrytyczne o stabilnych wymiarach. Stopy cynku przeciwcierne, przeznaczone do produkcji wyrobów monometalicznych i bimetalicznych oraz półfabrykatów metodą odlewania i obróbki ciśnieniowej są znormalizowane przez normę. Właściwości mechaniczne stopów zależą od ich składu chemicznego: wytrzymałość na rozciąganie δВ = 250-350 MPa (25-35 KGS/mm 2), wydłużenie względne δ = 0,4-10%, twardość - 85-100 HB. Norma określa gatunki tych stopów, obszary ich zastosowania i warunki pracy: TsAM9-1,5L - odlewanie monometalicznych wkładek, tulei i ślizgaczy; dopuszczalne: obciążenie - 10 MPa (100 kgf/cm 2), prędkość ślizgu - 8 m/s, temperatura 80 °C; jeśli części bimetaliczne uzyskuje się przez odlewanie w obecności metalowej ramy, wówczas obciążenie, prędkość ślizgu i temperaturę można zwiększyć do 20 MPa (200 KGS / cm 2), odpowiednio 10 m/s i 100°C: TsAM9-1,5 - produkcja taśmy bimetalicznej (stop cynku ze stalą i duraluminium) metodą walcowania, taśma przeznaczona jest do wytwarzania wykładzin metodą tłoczenia; dopuszczalne: obciążenie - do 25 MPa (250 kgf/cm 2), prędkość poślizgu - do 15 m/s, temperatura 100°C; AM10-5L - odlewanie łożysk i tulei, dopuszczalne obciążenie - 10 MPa (100 kgf/cm 2), prędkość poślizgu - 8 m/s, temperatura 80°C. WYKŁAD nr 12. Właściwości materiałów niemetalicznych 1. Materiały niemetalowe W drugiej połowie XX wieku. w naszym kraju wiele uwagi poświęcono wykorzystaniu materiałów niemetalowych w różnych gałęziach przemysłu i całej gospodarce narodowej. Rozpoczęto i stale zwiększano produkcję różnych materiałów niemetalicznych: żywic syntetycznych i tworzyw sztucznych, kauczuków syntetycznych zastępujących kauczuk naturalny, polimerów wysokiej jakości o określonych właściwościach technicznych, w tym tworzyw sztucznych wzmocnionych i wypełnionych. Tworzywa sztuczne i inne materiały niemetaliczne posiadają szereg doskonałych właściwości fizycznych, chemicznych, mechanicznych i technologicznych, co doprowadziło do ich szerokiego zastosowania w różnych gałęziach przemysłu - budowie maszyn, elektrotechnice, elektronice itp. Tworzywa sztuczne jako materiał konstrukcyjny są coraz częściej zastępując drogie metale. Zastosowanie tworzyw sztucznych pozwala na ciągłe udoskonalanie projektów. Wyposażenie maszyn i urządzeń oraz częściowa konfiguracja poszczególnych podzespołów pozwala na zmniejszenie ich masy, poprawę niezawodności i trwałości oraz zwiększenie produktywności. Produkcja tworzyw sztucznych wymaga 2-3 razy mniejszych inwestycji kapitałowych niż produkcja metali nieżelaznych. Surowcami do produkcji tworzyw sztucznych są tanie produkty powstałe w wyniku przeróbki węgla, ropy i gazu ziemnego. Tworzywa sztuczne są wzmacniane w celu poprawy właściwości mechanicznych. Do produkcji różnych części pracujących w mechanizmach ciernych (ślizgowych) przy małych obciążeniach i prędkościach stosuje się materiały niemetalowe, takie jak polimer przeciwcierny i tworzywa sztuczne. Materiały te mają niski współczynnik tarcia, wysoką odporność na zużycie, odporność chemiczną i mogą pracować bez smarowania. Jednak niska przewodność cieplna, znaczny (kilkadziesiąt razy większy niż w przypadku metali) współczynnik rozszerzalności cieplnej, niska twardość i duża podatność ograniczają możliwości ich powszechnego stosowania. Są one skuteczniej wykorzystywane w połączeniu z innymi materiałami, metalami i tworzywami sztucznymi. Ponadto jako niemetalowe materiały cierne stosowane są tkane azbestowe taśmy hamulcowe i azbestowe okładziny cierne - formowane, prasowane, tkane, kartonowo-bakelitowe i spiralnie zwijane, które mogą być stosowane we wszystkich strefach klimatycznych. Okładziny azbestowe cierne stosowane są w zespołach ciernych samochodów, samolotów, ciągników, maszyn do cięcia metalu i tekstyliów, urządzeń przeładunkowych i lokomotyw spalinowych. Żywotność takich niemetalowych okładzin pracujących w zespołach ciernych jest dość wysoka. Na przykład dla samochodów z silnikami Diesla jest to 6000 godzin pracy silnika, samochody osobowe - 125 000 km, ciężarówki - 75 000 km. Taśmy azbestowe tkane hamulcowe stosowane są jako okładziny w zespołach hamulcowych i ciernych maszyn i mechanizmów o temperaturze tarcia powierzchniowego do 300°C. Materiały niemetalowe znajdują szerokie zastosowanie w różnych gałęziach przemysłu i całej gospodarce. 2. Polimery: budowa, polimeryzacja i polikondensacja, właściwości Obecnie trudno wyobrazić sobie medycynę bez polimerowych systemów do przetaczania krwi, sprzęt medyczny bez przezroczystych rurek polimerowych, artykuły do pielęgnacji pacjenta bez gumowych podgrzewaczy, okładów z lodu itp. Materiały syntetyczne umożliwiły znaczne wzbogacenie gamy materiałów stosowanych w polimery medyczne. Polimery znacznie różnią się od metali i stopów: ich cząsteczki są wydłużone w długie łańcuchy, w wyniku czego polimery mają wysoką masę cząsteczkową. Cząsteczki polimeru otrzymuje się z wyjściowych produktów o niskiej masie cząsteczkowej - monomerów - w drodze polimeryzacji i polikondensacji. Polimery polikondensacyjne obejmują żywice fenolowo-formaldehydowe, poliestry, poliuretany i żywice epoksydowe. Do wielkocząsteczkowych związków typu polimeryzacji zalicza się polichlorek winylu, polietylen, polistyren i polipropylen. Podstawą natury organicznej są związki wysokopolimerowe i wielkocząsteczkowe - komórki zwierzęce i roślinne składające się z białka. Do produkcji wielu wyrobów medycznych szeroko stosuje się zarówno materiały polimerowe, które opierają się na surowcach naturalnych, jak i sztuczne - materiały syntetyczne i polimerowe. Większość opatrunków wykonywana jest z materiałów polimerowych pochodzenia naturalnego: waty, gazy i wyrobów z nich wykonanych, wyrównywaczy, a także nici do szycia (jedwab chirurgiczny). Polimery są podstawą tworzyw sztucznych wykorzystywanych do produkcji różnych instrumentów, części sprzętu i sprzętu medycznego. Polimery, takie jak ciekłe i stałe żywice fenolowo-formaldehydowe, znalazły szerokie zastosowanie w różnych gałęziach przemysłu i gospodarce jako całości. Żywice rezolowe typu ciekłego fenolowo-formaldehydowego - produkt polikondensacji fenolu i formaldehydu w obecności katalizatora z dodatkiem lub bez dodatku substancji modyfikujących i stabilizujących - dostarczany w postaci jednorodnej przezroczystej cieczy o barwie czerwonobrązowej do ciemnowiśniowej o średniej gęstości 1,2 g/cm 3. Stosowane są do produkcji wyrobów izolujących ciepło i dźwiękowo, sklejki, płyt wiórowych i pilśniowych, narzędzi ściernych na elastycznej podstawie, włókna szklanego, wyrobów azbestowo-technicznych i azbestowo-ciernych, włókna węglowego do pokryć dachowych kopalni itp. Gatunki żywic : SFZh-303, SFZh-305 itp. Stałe żywice fenolowo-formaldehydowe typu nowolakowego i rezolowego - produkty polikondensacji fenoli (lub ich frakcji) i formaldehydu w obecności katalizatora z dodatkiem lub bez dodatku substancji modyfikujących. Dostępny w postaci proszku, płatków i okruchów. Stosowane są do produkcji mieszanek gumowych, mas formierskich, tworzyw laminowanych, zawiesin przewodzących lakier, farb i lakierów antykorozyjnych oraz klejów, jako spoiwa do wyrobów ściernych i form skorupowych, przy produkcji tworzyw piankowych, przy produkcji lakierów olejnych do farb oraz lakierniczy i spożywczy. Produkowane są następujące gatunki żywic: SF-010A, SF-010, SF-010M (modyfikowane), SF-014 itp. 3. Tworzywa sztuczne: termoplastyczne, termoutwardzalne, wypełnione gazem Tworzywa sztuczne - tworzywa sztuczne to materiały otrzymywane na bazie wielkocząsteczkowego związku organicznego - polimeru, który pełni rolę spoiwa i określa główne właściwości techniczne materiału.W zależności od sprężystości tworzywa sztuczne dzielą się na trzy grupy: sztywne, moduł sprężystości 700 MPa, do 70 MPa Tworzywa sztuczne produkowane są w formie monolitycznej w formie termoplastycznej i termoutwardzalnej oraz wypełnionej gazem – o strukturze komórkowej. Tworzywa termoplastyczne obejmują polietylen o małej gęstości, polipropylen, polistyren odporny na uderzenia, tworzywa ABS, polichlorek winylu, włókno szklane, poliamidy itp. Do tworzyw termoutwardzalnych zaliczamy: sztywne pianki poliuretanowe, aminoplasty itp. К tworzywa sztuczne wypełnione gazem obejmują pianki poliuretanowe - ultralekki materiał konstrukcyjny wypełniony gazem. termoplastyczny - polietylen niskociśnieniowy – produkt polimeryzacji etylenu, otrzymywany pod niskim ciśnieniem przy użyciu złożonych katalizatorów metaloorganicznych. Podstawowe marki tego polietylenu: 20108-001, 20208-002, 20308-005 itd. Gęstość polietylenu - od 0,931 do 0,970 g/cm 3. Polistyren wysokoudarowy jest produktem kopolimeryzacji styrenu z kauczukiem lub innym plastyfikatorem, który posiada wyższe właściwości mechaniczne niż polistyren ogólnego przeznaczenia. Posiada wysoką twardość, udarność, elastyczność, wytrzymałość na rozciąganie, odporność na temperaturę w zakresie od +65 do -40 °C. Aminos - tworzywa termoutwardzalne - prasowanie mas mocznikowych i melaminowo-formaldehydowych otrzymywanych na bazie żywic aminowych przy użyciu wypełniaczy (organicznych, mineralnych lub ich kombinacji), substancji barwiących i modyfikujących. Ich odporność cieplna według Martena wynosi co najmniej 100-180 °C, udarność 3,9-29,4 KJ/m 2 (4-30 kgf × cm/cm) 2), skurcz - 0,2-0,8%, właściwy objętościowy opór elektryczny - 1? 10 11 -1×10 12 Ohm × cm Z aminoplastów produkty do celów domowych, technicznych i elektrycznych są wytwarzane przez prasowanie na gorąco. W sumie wytwarza się 11 gatunków aminoplasty: KFA-1, KFB-1 itp. Pianki poliuretanowe - tworzywa sztuczne gazowane - ultralekki materiał konstrukcyjny. Surowcami do ich produkcji są poliestry i poliestry, izocyjaniany, katalizatory i emulgatory. Elastyczne pianki poliuretanowe (PUF) mają zamknięte, nie komunikujące się komórki wypełnione gazem (pianki) i komunikujące się komórki (pianki). Często używany jest ogólny termin „tworzywa piankowe”. Elastyczna pianka zawiera 70% połączonych ze sobą porów powietrza. Ma gęstość 25-29 kg/m 3, dobrze jest odporny na gnicie i substancje stosowane w czyszczeniu chemicznym produktów, jego wytrzymałość na rozciąganie wynosi 0,07-0,11 MPa. Elastyczna pianka poliuretanowa znajduje zastosowanie w produkcji mebli tapicerowanych, siedzeń samochodowych, ciągników i innych wyrobów. Sztywna pianka poliuretanowa stosowana jest do produkcji pudeł foteli, elementów dekoracyjnych, jako materiały izolujące ciepło i dźwięk. Wypełnione tworzywa piankowe (PPU) stały się w ostatnich latach powszechne. 4. Elastomery Termin „elastomery” został wprowadzony w celu zastąpienia nazw „kauczuki syntetyczne”, a także „kauczuk naturalny”. Elastomery to polimery charakteryzujące się dużą elastycznością w szerokim zakresie temperatur - zdolnością do ulegania znacznym (od kilkuset do 1000% i więcej) odwracalnym odkształceniom pod stosunkowo niewielkimi działającymi obciążeniami. Pierwszym tego typu materiałem elastycznym był kauczuk naturalny, który do dziś nie stracił na znaczeniu w produkcji elastomerów, w tym do wyrobów medycznych, ze względu na swoją nietoksyczność. Kauczuk otrzymuje się z lateksu (mlecznego soku brazylijskiej Hevea), składającego się w ponad połowie z wody, w tym 34-37% gumy, 2-2,7% białka, 1,65-3,4% żywicy, 1,5-4,92% cukru. Na plantacjach, gdzie przygotowuje się kauczuk naturalny jako surowiec przemysłowy, lateks koaguluje się kwasami organicznymi, zwija w arkusze faliste i wędzi w komorach dymem w temperaturze +50°C. Składniki dymu pełnią rolę środków antyseptycznych i stabilizatorów utleniania gumy. Takie arkusze o grubości 2,5-3 mm z wzorem na powierzchni wafla nazywane są „blachą dymną”. Są najpowszechniejszą formą surowego kauczuku plantacyjnego.Dane analizy elementarnej kauczuku rafinowanego odpowiadają wzorowi empirycznemu C5H8 (izopren). Kauczuki syntetyczne (elastomery) otrzymywane są przez polimeryzację z monomerów przy udziale katalizatorów (akceleratorów procesów). Pierwsza radziecka guma syntetyczna została uzyskana przez S. D. Lebiediew z technicznego alkoholu. Obecnie produkowanych jest kilka rodzajów kauczuków syntetycznych (elastomerów), w tym izopren, który niewiele różni się od naturalnego. W produktach medycznych stosuje się gumę saloksanową (silikonową), której główny łańcuch polimerowy składa się z atomów krzemu i tlenu. Jest odporny na ciepło i fizjologicznie obojętny. Surowcami do produkcji kauczuków syntetycznych są ropa naftowa, gaz ziemny i węgiel. Przekształcenie gumy lub „surowej” mieszanki gumowej w gumę elastyczną (materiał o niezbędnych właściwościach użytkowych) odbywa się poprzez wulkanizację. Wulkanizacja, podobnie jak obróbka cieplna metali i stopów, prowadzi do zmiany struktury gumy. Podczas wulkanizacji cząsteczki elastomeru są łączone („sieciowane”) wiązaniami chemicznymi w przestrzenną trójwymiarową sieć, w wyniku czego uzyskuje się materiał posiadający niezbędne właściwości sprężyste i wytrzymałościowe (wytrzymałość, sprężystość, twardość, odporność na rozdarcie, itp.). Głównym środkiem wulkanizującym jest siarka; stosuje się również tellur i selen. Im więcej siarki dodaje się do gumy, tym twardszy i mniej elastyczny staje się elastomer. W nowoczesnej produkcji oprócz wulkanizatorów szeroko stosowane są przyspieszacze organiczne, których obecność zmniejsza ilość siarki (do 2% zamiast 10%) oraz temperaturę wulkanizacji. Istnieją ultraakceleratory, dzięki którym wulkanizacja przebiega w temperaturze pokojowej zamiast w temperaturze +130-150 °C. 5. Guma Gumy różnych typów i marek należą do grupy materiałów elastycznych - elastomery. Gumy dzielą się na kształtowe i niekształtne. Kauczuki nieformowane obejmują dużą grupę tzw. kauczuków surowych. Kauczuki surowe produkowane są pod numerami (10, 11, 14 itd.) w postaci płyt o różnej grubości, powlekanych talkiem (aby zapobiec sklejaniu) lub w postaci rolek z uszczelką tkaninową (z perkalu), które chroni również gumę przed przywieraniem. Nieukształtowane surowe kauczuk otrzymywany jest poprzez wulkanizację z mieszanek gumowych wytwarzanych na bazie kauczuków syntetycznych lub naturalnych. Głównym czynnikiem wulkanizującym jest siarka, ale stosuje się również selen i tellur. W zależności od gatunku, surowa guma służy do wytwarzania różnych wyrobów formowanych o określonych właściwościach. Przykładowo z surowej gumy otrzymuje się gumę techniczną arkuszową kilku rodzajów: kwaso-zasadową, żaroodporną, mrozoodporną, do kontaktu z żywnością itp. Guma mrozoodporna zachowuje swoje właściwości w temperaturach do -45°C . Guma techniczna arkuszowa o grubości 3-4 mm stosowana jest do produkcji uszczelek w połączeniach kołnierzowych rurociągów transportujących zimną wodę, a guma z uszczelką tkaninową (wykonaną z tkaniny syntetycznej) stosowana jest również do transportu wody gorącej o temperaturze dochodzącej do +100°C. Z kauczuków surowych uzyskuje się różne wyroby gumowe - złączki, pierścienie, zawory, różnego rodzaju uszczelki itp., stosując następujące metody formowania: prasowanie, wytłaczanie i wtrysk. Proces prasowania wyrobów gumowych odbywa się w wulkanizacyjnych prasach hydraulicznych pod ciśnieniem 100-300 atm. oraz w temperaturze +140-160°C. W produkcji mebli tapicerowanych szeroko stosowana jest guma piankowa, która jest materiałem na bazie kauczuku syntetycznego lub naturalnego. Do produkcji gumy piankowej stosuje się mieszankę lateksu, którą utrzymuje się przez 18-21 godzin, spienia i wulkanizuje, a następnie suszy. Guma piankowa produkowana jest w postaci arkuszy lub formowanych elementów meblowych. Pod względem elastyczności, sprężystości, odkształceń szczątkowych guma piankowa jest idealnym materiałem na meble tapicerowane. Guma piankowa samowentylujące i chłodzone przez przepuszczanie powietrza przez połączone pory. Aby zmniejszyć wagę piankowych elementów mebli, wykonuje się je z pustymi przestrzeniami, ale aby zachować zdolność do wytrzymywania znacznych obciążeń, objętość pustych przestrzeni nie powinna przekraczać 40% objętości całego elementu. Kauczuki przeznaczone do wytwarzania niektórych grup wyrobów podlegają dodatkowym wymaganiom, aby zapewnić, że wyroby spełniają swoje zadanie użytkowe i są niezawodne w działaniu. Obecnie przemysł produkuje gumę arkuszową trzech gatunków: mrozoodporną, kwaso-zasadową (TMKShch); ograniczona odporność na olej i benzynę (OMB); wysoce olejoodporne (PMB), które z kolei dzielimy ze względu na twardość zastosowanej gumy: miękkie (M) do pracy w temperaturach od -45°C do +90°C; twardość średnia (C) – w temperaturach od -60°C do +80°C, twardość podwyższona (P) – w temperaturach od -60°C do +80°C. 6. Uszczelniacze Uszczelniacze (uszczelniacze) Znajdują zastosowanie niemal wszędzie - w budownictwie, w mieszkalnictwie i usługach komunalnych, w budowie maszyn, przy produkcji mebli, w życiu codziennym i podczas różnych prac remontowych. Uszczelniacze to kompozycje polimerowe w postaci past, szpachli lub płynów, które po nałożeniu na powierzchnię natychmiast lub po pewnym czasie gęstnieją w wyniku wulkanizacji bazy polimerowej. Do przygotowania uszczelniaczy stosuje się płynne kauczuki syntetyczne i specjalne dodatki. Przemysł produkuje różnego rodzaju uszczelniacze: budowlane uszczelniacze elewacyjne, uszczelniacze szwowo-tiokolowe i akrylowe, uszczelniacze gumowo-silikonowe budowlane, uszczelniacze akrylowe. W szklarstwie uszczelniacze tiokolowe 7-30M i UT-31 stosowane są głównie do uszczelniania złączy, które wulkanizują się w temperaturach od +18°C do +30°C. W budownictwie mieszkaniowym i komunalnym uszczelniacz silikonowy KLT-30 ma szerokie zastosowanie do uszczelniania połączeń gwintowych pracujących w zakresie temperatur od -60°C do +200°C. W ostatnich latach do Rosji sprowadzono wiele marek uszczelniaczy produkowanych przez firmy zagraniczne: DAP, KVADRO, KIMTEC, KRASS. W porównaniu z innymi podobnymi materiałami uszczelniacze charakteryzują się odpornością na wilgoć, gazoszczelnością i trwałością. Uszczelniacze na bazie poliizobutylenu służą do uszczelniania połączeń zewnętrznych pomiędzy elementami prefabrykowanych budynków wielkopłytowych. Uszczelniacze, podobnie jak guma, należą do grupy elastomerów. Najczęściej stosowane uszczelniacze tiokolowe, które charakteryzują się uniwersalnością. Rosyjski przemysł produkuje następujące marki uszczelniaczy tiokolowych: 1) U-30M. Dostarczany w komplecie z czarną pastą uszczelniającą U-30, wulkanizatorem nr 9 i przyspieszaczem wulkanizacji - difenyloguanidyną, zmieszanymi bezpośrednio przed użyciem w proporcji 100:7:0,35 części masowych. Przeznaczony do uszczelniania metali (z wyjątkiem mosiądzu, miedzi, srebra) i innych związków pracujących w rozcieńczonych kwasach i zasadach, paliwach płynnych i powietrzu w każdych warunkach klimatycznych w temperaturach od -60°C do + 130°C; 2) UT-31 - jasnoszara pasta U-31, wulkanizator nr 9 i przyspieszacz wulkanizacji, stosowana do uszczelniania metali (z wyjątkiem mosiądzu, miedzi, srebra) i innych związków pracujących w powietrzu i paliwach ciekłych w temperaturach od -60°C w górę do +130°C i do +150°C - krótko w powietrzu; 3) 51-UT-36A (z klejem) i 51-UT-36B (bez kleju) - ciemnoszara pasta szpachlowa U-36, żywica epoksydowa E-40 (dla 51-UT-36B) i soda dwuchromowa jako środek wulkanizator ; wykorzystywane w produkcji instrumentów. Do uszczelniania różnorodnych złączy i szwów pracujących w temperaturach od +200°C do +300°C przeznaczone są żaroodporne uszczelniacze siloksanowe produkowane na bazie ciekłych kauczuków siloksanowych. Marki nowych uszczelniaczy siloxowych to: elastosil 11-01, silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE itp. Produkowane są również uszczelniacze odporne na ciepło i paliwo, wykonane na bazie kauczuków zawierających fluor, następujących marek: VGF- 1, VGF-2, 51-G-1 itp. WYKŁAD nr 13. Szkło. Materiały dekoracyjne 1. Szkło: nieorganiczne i organiczne W różnych gałęziach przemysłu, budownictwie i innych sektorach gospodarki stosuje się szkła nieorganiczne i organiczne. szkło nieorganiczne podzielone na techniczne, budowlane i domowe. Z kolei szkło budowlane dzieli się na konstrukcyjne, wykończeniowe, dźwiękoizolacyjne i termoizolacyjne. Według jakości powierzchni szkło jest polerowane i niepolerowane, kolorowe i bezbarwne. Zgodnie z metodą hartowania - zwykłe, wyżarzone, utwardzone i utwardzone chemicznie lub w inny sposób. Zgodnie z profilem szkło produkowane jest płaskie, faliste, gięte i profilowane. Szkło nieorganiczne konstrukcja znalazła szerokie zastosowanie w budownictwie: do szklenia lekkich otworów w ścianach, latarni (w dachach różnych budynków). Szkło nieorganiczne otrzymuje się przez schłodzenie wytopu zawierającego czysty piasek kwarcowy (krzemionkę), siarczan sodu i wapień. Największe zastosowanie do szklenia bloków okiennych i drzwiowych, przegród uzyskały tafle szyb okiennych 1 i 2 gatunku. Gęstość tego szkła to 2000-2600 kg/m 3, przepuszczalność światła - 84-87%, przewodność cieplna jest niska. W branży produkowane jest także szkło wzorzyste w klasach 1 i 2, bezbarwne i barwione z reliefowym wzorem; szkło płaskie polerowane termicznie, szkło tafle kolorowe (czerwony, niebieski, zielony, żółty), gładkie, kolorowe i bezbarwne; o gładkiej, ryflowanej lub wzorzystej powierzchni; niewzmacniany i wzmacniany siatką stalową (dostępny w 3 rodzajach: profil ceowy, profil skrzynkowy - z jednym lub dwoma szwami, profil żebrowany); szkło płaskie wzmocnione siatką metalową - przezroczyste i kolorowe, gładkie i ryflowane, wzorzyste. Szkło organiczne - produkt na bazie nienasyconych żywic poliestrowych, polimer przezroczysty. Dzieli się na techniczne, konstrukcyjne, blacharskie, oświetleniowe i zegarmistrzowskie. Techniczne szkło organiczne to uplastyczniony i nieplastyfikowany polimer (kopolimer) estrów metylowych kwasu metakrylowego, szeroko stosowany w różnych gałęziach przemysłu i ogólnie w gospodarstwach domowych. Norma przewiduje trzy marki szkła TOSP – techniczne organiczne szkło plastyfikowane; TOSN - techniczne szkło organiczne, nieplastyfikowane; TOSS - techniczne organiczne szkło kopolimerowe. Właściwości fizyczne i mechaniczne organicznego szkła technicznego: temperatura mięknienia (w zależności od grubości) - 92-130 °C, udarność - 6-9 kJ/m 2 (6-9 kgf - gęstość w 20°C), przezroczystość (o grubości do 30 mm) - 85-88%, skurcz przegrzania w 40°C przez 1 godzinę - 3,5-4%, naprężenie niszczące przy rozciąganiu - 60 -80 MPa (600-800 kgf/cm 2), względne wydłużenie przy zerwaniu wynosi 2-2,5%. Strukturalne szkło organiczne produkowane jest w trzech gatunkach: SOL – plastyfikowane szkło organiczne; ST-1 - nieplastyfikowane szkło organiczne i 2-55 - szkło kopolimerowe. Te marki szkła organicznego są wykorzystywane jako materiał konstrukcyjny w produkcji instrumentów i agregatów. 2. Sitale, metalowe okulary Ceramika szklana (ceramika szklana) - materiały szklano-ceramiczne na bazie szkła, różniące się od tego ostatniego strukturą krystaliczną zbliżoną do ceramiki, ale z mniejszymi (od frakcji do 1-2 mikronów) kryształami i ich gęstszym upakowaniem, eliminującym jakąkolwiek porowatość materiału. Sitale powstają w wyniku stopienia wsadu szklanego o specjalnych składach z dodatkiem krystalizacji, ochłodzenia wytopu do stanu plastycznego i formowania z niego wyrobów metodami technologii szkła (prasowanie, rozdmuchiwanie, rozciąganie). Wyroby formowane poddawane są specjalnej obróbce cieplnej, w wyniku której powstaje drobnokrystaliczna, gęsta struktura charakterystyczna dla ceramiki szklanej. Ze względu na skład chemiczny ceramikę szklaną dzieli się na następujące grupy: STL – spodumen; STM - kordieryt; STB - bor-bar i bor-ołów, wysokokrzemowe, fotosytale. Wyroby szklane marki STL zawierają lit, wyroby szklane marki STM zawierają magnez. Sitalle mogą być przezroczyste, nieprzezroczyste, białe, kremowe i kolorowe. Według właściwości ceramika szklana dzieli się na: chemoodporną, trudnościeralną, optyczną, elektroizolacyjną i żaroodporną. Odporna chemicznie i odporna na ścieranie ceramika szklana stosowana jest do produkcji kominów, nurników, części pomp chemicznych, reaktorów i urządzeń chemicznych, gdzie wymagana jest wysoka odporność cieplna i nieprzepuszczalność gazowo-cieczowa. W produkcji włókien syntetycznych do drutów nici i niektórych innych części maszyn włókienniczych stosuje się odporną na zużycie ceramikę szklaną; ponadto służą do wykonywania przyrządów do pomiaru długości i kątów różnych produktów. Szklano-ceramika optyczna o TCLE (odporność termiczna) bliską zeru stosowana jest przede wszystkim do produkcji luster astronomicznych i laserów. Elektryczna ceramika szklana izolacyjna ze względu na swoje właściwości elektryczne, zwłaszcza w wysokich temperaturach, wykorzystywane są do produkcji urządzeń i instalacji radiowych i elektronicznych, różnych urządzeń pracujących w warunkach zmiennej temperatury i wilgotności, a także izolatorów pracujących w trybie wysokiego napięcia. Ceramika szklana żaroodporna o TLCR bliskim zeru znajduje zastosowanie jako materiał konstrukcyjny do urządzeń pracujących w zmiennych obciążeniach termicznych, a także do produkcji wymienników ciepła. metalowe szkło mają taką samą strukturę jak Si-talle, tylko powłoka jest metaliczna. Podczas produkcji takich szkieł do podstawowego składu dodawane są pewne związki metali (w zależności od przeznaczenia i zakresu zastosowania szkieł metalicznych), z których w danej temperaturze w specjalnej atmosferze (czynniku topnienia) powstaje powłoka metaliczna. uwolniony na powierzchni masy szklanej. Okulary metalowe stosowane są przede wszystkim w elektrotechnice. Szkła metaliczne są również wytwarzane przez natryskiwanie na gorąco materiału szklano-ceramicznego (na przykład nałożenie warstwy aluminium o grubości 0,5-1 mm). Taka powłoka wytrzymuje gwałtowne zmiany temperatury, pomimo znacznej różnicy TLC materiału aluminiowego i szklano-ceramicznego. 3. Polimorficzne modyfikacje azotku węgla i boru Znajduje szerokie zastosowanie w różnych gałęziach przemysłu, a przede wszystkim w inżynierii mechanicznej. regularny nitryl boru (CBN) - krystaliczna, sześcienna modyfikacja związku boru i azotu, syntetyzowana przy użyciu technologii charakterystycznej dla produkcji syntetycznych diamentów. Ze względu na różne czynniki technologiczne produkowane są różne rodzaje sześciennego azotku boru - elbor, elbor-R, cubonit, imit, heksanit itp. Sześcienny azotek boru i jego odmiany mierzy się w karatach, ich klasyfikacja według wielkości ziaren jest również zbliżona do standardy przyjęte przy obróbce stali i stopów na bazie żelaza. W ostatnich latach otrzymano polikryształy CBN o wielkości do 12 mm. Supertwarde materiały na bazie azotku boru - Elbor-R i Ismite - są szeroko stosowane w budowie maszyn. Pod względem właściwości skrawania i odporności na zużycie są kilkakrotnie lepsze od twardych stopów metalowo-ceramicznych i ceramiki mineralnej. Frezy CBN-R produkowane są w dwóch rodzajach: prefabrykowane, w których półfabrykaty CBN osadzone są we wkładce przejściowej montowanej w korpusie frezu oraz pełne, gdzie półfabrykaty (CBN-R) mocowane są bezpośrednio do korpusu narzędzia poprzez wypełnienie ich ciekły (stopiony) metal. Zastosowanie CBN-R pozwala na uzyskanie wysokiej produktywności i czystości obrabianej powierzchni. Najbardziej efektywne zastosowanie CBN-R to obróbka stali hartowanych poprzez toczenie zamiast szlifowania oraz wytaczanie otworów. Supertwardy materiał imit, otrzymywany na bazie azotku boru (modyfikacja), przy toczeniu stali hartowanych ma wyższą odporność niż stopy twarde. Sześcienną krystaliczną modyfikacją węgla są diamenty - naturalne i syntetyczne, które są nierozpuszczalne w kwasach i zasadach, mają wysoką twardość, są używane do produkcji noży, noży do szkła, końcówek do pomiaru twardości metali itp. 4. Materiały kompozytowe W różnych sektorach gospodarki kraju, w tym w budownictwie, szeroko stosowane są różne materiały kompozytowe na bazie drewna siekanego: płyty wiórowe, płyty pilśniowe, drewno-beton, płyty pilśniowe, płyty wiórowe wiązane cementem i kleje do drewna. Płyty wiórowe powstają poprzez prasowanie na gorąco cząstek drewna zmieszanych ze spoiwem. Płyty tego typu znajdują szerokie zastosowanie w budownictwie i produkcji mebli. Wymiary płyt: długość od 1830 mm do 5680 mm, szerokość od 1220 mm do 2500 mm, grubość od 8 mm do 28 mm. Ze względu na właściwości fizyko-mechaniczne płyty wiórowe dzielą się na gatunki: P-A i P-B - według jakości powierzchni o powierzchni regularnej i o drobnej fakturze; według stopnia obróbki powierzchni - polerowane i niepolerowane; pod względem właściwości hydrofobowych - przy normalnej i podwyższonej wodoodporności; mają jedną wadę - niską wytrzymałość na rozciąganie prostopadle do warstw. Płyty z włókien drzewnych powstają z odpadów pochodzących z obróbki drewna iglastego i liściastego. W zależności od gęstości i wytrzymałości na zginanie płyty pilśniowe dzielą się na miękkie (M-4, M-12, M-20), półtwarde (PT-100), twarde (T-350, T-400), supertwardy - ( ST-500). Ze względu na swoje właściwości techniczne są one bio-, ognioodporne, odporne na wilgoć i dźwiękochłonne. Płyta pilśniowa miękka stosowana jest w budownictwie jako materiał do izolacji termicznej i akustycznej ścian, przegród, stropów, stropów międzykondygnacyjnych itp. Płyta pilśniowa półtwarda stosowana jest do okładzin ścian i stropów pomieszczeń mieszkalnych i użyteczności publicznej. Płyty pilśniowe twarde i bardzo twarde znajdują szerokie zastosowanie w produkcji mebli (na tylne ściany mebli skrzyniowych, dna szuflad itp.), w budownictwie - do okładzin ścian, sufitów itp. Płyty takie produkowane są w grubości 2,5 -10 mm. Płyty pilśniowe średniotwarde produkowane są w dużych ilościach za granicą pod marką „Płyty MDF – Medium Density Firebrands” o grubości od 10 do 30 mm, do produkcji nowoczesnych mebli jako zamiennik sklejki i naturalnego drewna. W ostatnich latach szeroko stosowane są w budownictwie różne produkty z betonu drzewnego, które są wytwarzane z rozdrobnionych odpadów drzewnych, spoiwa - cementu portlandzkiego, dodatków - płynnego szkła chlorku wapnia, siarczanu glinu i wapna. Arbolit Służy do produkcji paneli ściennych, różnych produktów termoizolacyjnych. Jako konstrukcje ogrodzeniowe przy budowie domów drewnianych, gospodarstw rolnych i różnego rodzaju budynków na terenach wiejskich, deski cementowe, które powstają z wiórów drzewnych, cementu portlandzkiego i dodatków chemicznych. Płyty produkowane są w rozmiarach: 1200? 3600 mm, grubość 8-25 mm; ich gęstość mieści się w przedziale 1100-1400 kg/m 3, wytrzymałość na zginanie - 9-12 MPa. Do produkcji formowanych pojemników są szeroko stosowane kompozycje klejące do drewna, składający się z pokruszonego drewna i spoiwa - żywicy mocznikowo-formalowo-dehydowej z dodatkiem parafiny. 5. Syntetyczne materiały okładzinowe W ostatnim dziesięcioleciu do dekoracji wnętrz biur, różnych lokali i prac zewnętrznych szeroko stosuje się różne syntetyczne materiały licowe, które zastąpiły rzadko spotykany fornir skrawany, a także znacznie uprościły technologię wykańczania, zwłaszcza takiej okładziny. materiały jako folie dekoracyjne na bazie materiałów klejących i polimerowych (w ). Obecnie stosowana jest technologia otrzymywania materiałów filmowych z imitacją „prawdziwych” porów. Taka folia marki PDSO i PDO (bez warstwy klejącej) służy do okleinowania mebli, dekoracji wnętrz samochodów. Folia PDO-A-020 stosowana jest w przemyśle lotniczym do wykańczania kabin samolotów. Folie na bazie materiałów polimerowych wykonane są z kompozycji polichlorku winylu, polipropylenu, poliestru itp. Powyższe folie PDO i PDSO to polichlorek winylu (również importowany). Ostatnio folie z polifluorku winylu (PVF), które mają dobre właściwości użytkowe, są stosowane do okleinowania różnych produktów drewnianych (panele drzwi, meble), a także ścian i paneli, elementów wnętrz. Do tych celów, oprócz folii PVF, stosuje się folie samoprzylepne na bazie kopolimeru chlorku winylu i octanu winylu gatunku VA, które są produkowane przez firmę Skoch. Folie te produkowane są transparentnie, kolorowe, z efektem metalizacji. Cieszy się dużym zainteresowaniem wśród różnych konsumentów ochronne taśmy samoprzylepne typy na bazie polimerów LT-38, LT-50, które służą do ochrony materiału krawędziowego przed kroplami farby i lakieru podczas wykańczania paneli. Taśmy samoprzylepne to baza polimerowa - folia o grubości 35-50 mikronów, na którą nakładana jest cienka lepka warstwa. W produkcji blatów często stosuje się parapety, drzwi, urządzenia sanitarne, laminaty (rodzaj syntetycznych materiałów okładzinowych). La minates to laminaty wzmacniane termicznie otrzymywane przez prasowanie papieru w wysokiej temperaturze. Papierowa podstawa laminatu jest impregnowana żywicą fenolową, a zewnętrzne warstwy melaminą. Laminaty są odporne na zużycie, nadają się do kontaktu z żywnością, są łatwe do czyszczenia, niepalne i odporne na wilgoć. Przy tapicerowaniu mebli szeroko stosowane są wykończenia różnego rodzaju transportu sztuczna skóra: winyl tapicerski skaj, winyl tapicerski porowato-monolityczny, ekoskóra tapicerska porowato-monolityczna itp. Sztuczne skóry cieszą się również dużym zainteresowaniem wśród producentów obuwia. W ostatnich latach zaczęto stosować nowe materiały do wykończenia wnętrz mieszkalnych i użyteczności publicznej - bardzo oryginalne, sztuczne kamienie o różnorodnych wzorach, które są mineralne płyty akrylowe. Są twarde, podobnie jak kamienie naturalne, mają różną strukturę, są odporne na ścieranie i stosunkowo łatwe w obróbce. Do pokrycia powierzchni elewacyjnych mebli do sypialni, mebli biurowych i mebli dziecięcych stosuje się również porowate folie monolityczne, posiadające górną monolityczną powierzchnię i dolną warstwę porowatą (jej grubość wynosi 1,2-1,5 mm, szerokość - 600-1360 mm, rolka długość - 30-50 m). 6. Laminaty dekoracyjne Laminaty dekoracyjne są stosowane od wielu lat do wykańczania pomieszczeń mieszkalnych, użyteczności publicznej i przemysłowych, wnętrz różnych pojazdów, do wykładania powierzchni roboczych mebli kuchennych, medycznych i handlowych. Tworzywa tego typu posiadają dobre właściwości fizyko-mechaniczne i dekoracyjne, są dobrze przetworzone, odporne na wysokie temperatury, na uderzenia i ścieranie, na działanie wody, pary, a także płynów spożywczych i domowych (herbata, kawa, wódka, etyl alkohol itp.) d.). Gęstość tworzyw DBS jest nie mniejsza niż 1,4 g/cm 3, naprężenie zrywające przy rozciąganiu - nie mniejsze niż 63,6 MPa, przy zginaniu - 98 MPa (dla gatunku A - 17,6 MPa), nasiąkliwość nie większa niż 4%, odporność cieplna - od + 120 do + 140 °C. Tworzywa DBS dzielą się na klasy A, B, C – w zależności od jakości powierzchni czołowej oraz właściwości fizyko-mechanicznych. Tworzywo klasy A stosowane jest w warunkach pracy wymagających zwiększonej odporności na zużycie, np. do blatów stołowych. Tworzywo klasy B stosuje się w mniej trudnych warunkach pracy - do wykańczania powierzchni pionowych. Tworzywo sztuczne klasy B jest stosowane jako materiał ozdobny. Laminaty dekoracyjne (DBSP) to arkusze sprasowanego papieru impregnowane żywicami termoutwardzalnymi. Przy produkcji DBSP na dekoracyjną warstwę papieru (jednokolorową lub ze wzorem) nakładana jest warstwa ochronna impregnowana żywicą melaminowo-formaldehydową. Do produkcji folii ochronnej stosuje się wysoko rafinowaną celulozę z twardego drewna lub bawełny. DBSP jest produkowany w jednokolorowych, różnokolorowych nadrukowanych wzorach, które imitują szlachetne drewno, kamień, marmur, tkaninę, skórę itp. Zgodnie z przeznaczeniem tworzywa te dzielą się na strukturalne, licowe i formowane. Konstrukcyjne DBSP mają grubość powyżej 1 mm, są stosowane w różnych konstrukcjach. Tworzywa licowe bardziej elastyczne i mają grubość do 1 mm, są stosowane jako materiał wykończeniowy. W zależności od warunków pracy powierzchnie mebli i innych rodzajów płyt licujących z płytą wiórową dzielą się na dwie główne grupy. Grupa I - powierzchnie robocze i frontowe mebli handlowych i innych, które są bezpośrednio wystawione na działanie środowiska zewnętrznego; Tworzywa z grupy II DBS stosowane są na frontach mebli kuchennych, dziecięcych i innych wyrobów meblarskich, które nie są stale narażone na działanie wilgoci, ciepła i innych czynników. Formowany DBSP może zmieniać swój kształt pod wpływem ciepła i ciśnienia. Służą do okładzin kształtowych części o skomplikowanych zaokrąglonych kształtach lub narożnikach. Jeden arkusz formowanego tworzywa DBS pokrywa powierzchnię czołową i krawędź części – jest to technologia tzw postformowanie. Tworzywa DBS produkowane są w długościach 400-3000 mm, szerokości 400-1600 mm i grubości 1,0; 1,3; 1,6; 2,0; 2,5 i 3,0 mm. Odwrotna strona plastiku ma grubość 1,0; 1,3 i 1,6 mm powinny być szorstkie. Do klejenia tworzyw DBS stosuje się różne kleje - PVA, busstylan, epoksyd, a także masy uszczelniające KN-2. WYKŁAD nr 14. Materiały izolacyjne 1. Klasyfikacja materiałów termoizolacyjnych Podczas budowy obiektów przemysłowych budowle cywilne, towarzysząca im komunikacja zaopatrzenia w ciepło i wodę są chronione przed skutkami ujemnych temperatur za pomocą różnego rodzaju materiałów termoizolacyjnych. Podziel materiały termoizolacyjne na: 1) budowa; 2) polimerowy. Konstrukcja materiały termoizolacyjne według struktury są: 1) włóknisty; 2) komórkowy; 3) granulowany. I w zależności od surowiec: 1) nieorganiczne (szkło piankowe, beton lekki z wypełniaczami, wełna mineralna); 2) organiczne (tworzywa piankowe, plastry miodu, fibrolit, płyty z włókien drzewnych i torfu itp.); 3) polimerowy. Na kształt i wygląd materiały termoizolacyjne dzielą się na: 1) kawałek (płyty, półcylindry, bloki, lekkie cegły itp.); 2) zwijane i sznurowane (plecionki, maty, sznurki); 3) luzem i luzem (wełna szklana i mineralna, piasek perlitowy itp.). Na sztywność materiały termoizolacyjne dzielą się na: 1) twarda, zwiększona sztywność; 2) sztywny; 3) półsztywne; 4) miękkie. Na przewodność cieplna dzielą się na trzy klasy: 1) A - niska przewodność cieplna; 2) B - średni; 3) B - zwiększony. Głównym wskaźnikiem materiałów termoizolacyjnych jest współczynnik przewodności cieplnej, który dla większości z nich mieści się w przedziale 0,02-0,2 W/m? °C. Na palność materiały termoizolacyjne produkowane są: 1) ognioodporne; 2) wolno palące; 3) palny. Polimer materiały termoizolacyjne dzielą się na: 1) sztywny, o wytrzymałości na ściskanie 5 sz = 0,15 MPa; 2) półsztywne; 3) gumka z 5 sz = 0,01 MPa. Polimerowe materiały termoizolacyjne do celów budowlanych są trwałe, posiadają szeroki zakres odkształceń, są odporne chemicznie i wodoodporne. 2. Rodzaje materiałów do izolacji cieplnej i akustycznej Do izolacji termicznej rurociągów o średnicy 15-25 mm i odpowiednich zaworów odcinających szeroko stosuje się płócienną tkaninę z odpadowych włókien szklanych gatunków KhPS-T-5,0 i KhPS-T-2,5 dla temperatury maksymalnej +450°C, ma średnią gęstość 400-500 kg/m 3, przewodność cieplna - 0,053 W/(m × °C), przeznaczona do temperatur do + 300 °C, trudnopalna. Maty wykonane z włókna szklanego na spoiwie syntetycznym marki MT-35 przeznaczone są do izolacji termicznej rurociągów o średnicy od 57 do 426 mm, posiadają średnią gęstość 60 kg/m 3, przewodność cieplna 0,047 W/(m × °C), maksymalna temperatura aplikacji +180 °C, uniepalniacz. Sznur termoizolacyjny wykonany z wełny mineralnej klasy 200 służy do izolacji rurociągów o średnicy do 108 mm wraz z odpowiednio zaworami odcinającymi i ma gęstość 220 kg / m 3, przewodność cieplna 0,056 W/(m × °C), maksymalna temperatura stosowania od +150°C do +600°C, ognioodporne w powłoce z włókna szklanego, w pozostałych przypadkach - ognioodporne. W ostatnich latach materiały termoizolacyjne wykonane z włókna szklanego URSA były szeroko stosowane w Rosji. Produkty URSA znajdują zastosowanie przy budowie wszelkiego rodzaju budynków, do izolacji urządzeń i rurociągów, pojazdów. Produkowane w formie rolek, płyt o gęstości 13-75 kg/m 3 i mat o gęstości 10-25 kg/m 3, grubość 40-140 mm. Obecnie rosyjski materiał termoizolacyjny penofilowy jest bardzo poszukiwany wśród różnych konsumentów. Materiał ten składa się z pianki polietylenowej i powłoki z polerowanej folii aluminiowej, ma niską przewodność cieplną, wysoką odporność na dyfuzję pary wodnej; służy do izolacji ścian, podłóg, do izolacji rurociągów, zbiorników i zaworów w instalacjach wodociągowych, grzewczych itp. Wykorzystując włoską technologię, rosyjska OJSC „Kinex” produkuje wytłaczaną piankę polistyrenową „peno-plex” - tworzywo piankowe o zamkniętej, jednorodnej strukturze komórkowej. Pod względem właściwości termoizolacyjnych materiał ten jest 5-10 razy lepszy od keramzytu i piankowego betonu, 2-3 razy lepszy od wełny szklanej i płyt z włókien mineralnych, a jego gęstość wynosi od 30 do 45 kg/m 3płyty mają szerokość 600 mm i długość od 1 do 4,5 mi grubość od 30 do 100 mm; służy do izolacji termicznej dachów, podłóg, piwnic budynków mieszkalnych i użyteczności publicznej, basenów itp. Do izolacji akustycznej stosuje się elastyczne pianki polichlorku winylu w gatunkach PVC-E, vinylopor, D, M i C, które mają porowatość komórkowa. Do produkcji wyrobów profilowych o właściwościach dźwiękochłonnych używa się półsztywnej pianki polistyrenowej i viniporu PZh. Materiałami dźwiękochłonnymi są również: pianka PE-2, pianki PE-5 i PE-7; służą również do izolacji termicznej. Dźwiękochłonne i dźwiękoszczelne materiały i produkty budowlane mogą być tymi samymi materiałami, które są używane do izolacji termicznej: wełna szklana, wełna mineralna, tworzywa piankowe różnych typów i marek. 3. Materiały hydroizolacyjne W budownictwie oraz systemie mieszkalnictwa i usług komunalnych szeroko stosowane są różne materiały hydroizolacyjne, które mają na celu ochronę konstrukcji budowlanych, budynków i konstrukcji przed szkodliwym działaniem wody i agresywnych chemicznie cieczy - zasad, kwasów itp. Do miejsca docelowego materiały hydroizolacyjne dzielą się na antyfiltracyjne, antykorozyjne (metalowe), farby i lakiery, emalie szklane, folie tlenkowe, smary gumowe, plastikowe i bitumiczne oraz uszczelnienia (pasty, kity lub roztwory). Materiały hydroizolacyjne w zależności od rodzaju podłoża to: asfalt (bitum, mastyks asfaltowy), mineralny (cementy, spoiwa magnezowe, dolomit, spoiwa wapienno-nefelinowe itp.) oraz metal. Szeroko stosowane w budownictwie oraz budownictwie mieszkalnym i komunalnym są następujące materiały hydroizolacyjne: folia (polietylen, polipropylen i inne, w szczególności „PIL” – folia izolacyjna z warstwą kleju), lina oraz w postaci płyt (poliizobutylen, guma). ), mastyks (bitum, poliizobutylen) i walcowane (szkło, papa, papa). Materiały hydroizolacyjne z mastyksu i rolek produkowane są na bazie sztucznej i na bazie naturalnych materiałów, lin i folii - wyłącznie na bazie polimeru. Dobrym materiałem hydroizolacyjnym na bazie spoiw organicznych są bitum. Bitum naturalny jest substancją czarną, bezwonną, mięknie w temperaturze +35-90°C, a po schłodzeniu ponownie twardnieje. Asfalt sztuczny otrzymuje się w wyniku destylacji bitumu naturalnego (smoła resztkowa) lub z rafinacji olejów odpadowych (smoła regenerowana). Na bazie bitumu przygotowuje się mastyks RB (bitum gumowy), który jest dobrym materiałem hydroizolacyjnym. Przed nałożeniem powłok hydroizolacyjnych na ściany, fundamenty uszczelnia się zaprawami cementowymi (stosując cement odporny na siarczany) z dodatkiem cerezytu, płynnego szkła, glinianu sodu. Stwierdzono największe zastosowanie w wykonywaniu hydroizolacji różnych konstrukcji budowlanych foliowe materiały polimerowe, które produkują cztery marki: „T” - do hydroizolacji podczas budowy tymczasowych konstrukcji i schronów ochronnych; "B i B" 1" - do stosowania w hydroizolacjach, rekultywacji i gospodarce wodnej obiektów; "M" - do hydroizolacji technicznych. Folie polietylenowe hydroizolacyjne produkowane są o grubości 0,015-0,5 mm, szerokości 800-6000 mm i długości powyżej 50 m, gęstość 910-929 kg/m 3. Budowlańcy cieszą się dużym zainteresowaniem foliami z polichlorku winylu ogólnego przeznaczenia (klasa „ON”) i do hydroizolacji (klasa „P”) Specjalne folie do hydroizolacji klasy „P” mają następujące cechy: grubość 0,03-0,27 mm, szerokość - 15 g /M 2, nasiąkliwość wodą - 0,5%; wytrzymałość na rozciąganie - 8-19 MPa. Podczas wykonywania hydroizolacji dachu, z reguły, zgodnie z technologią, w kompleksie stosuje się materiały hydroizolacyjne: bitum, mastyks gumowo-bitumiczny, folie ruberoidowe marki „P”, hydroizol. 4. Materiały elektroizolacyjne Biorąc pod uwagę powszechne stosowanie różnych instalacji elektrycznych w prawie wszystkich sektorach przemysłu i gospodarce kraju jako całości, materiały elektroizolacyjne stały się szeroko stosowane. Najważniejszą cechą materiałów elektroizolacyjnych jest wysoki opór elektryczny. materiały elektroizolacyjne, dzielą się na: gazowe (powietrze, różne gazy); płynne (różne oleje i ciecze krzemoorganiczne) i stałe – pochodzenia organicznego (żywice, tworzywa sztuczne, parafiny, woski, bitumy, drewno) i nieorganicznego (mika, szkło, ceramika itp.). Materiał elektroizolacyjny, taki jak mika, należy do grupy minerałów skałotwórczych, tzw. glinokrzemianów arkuszowych. Mikę jako materiał elektroizolacyjny dzieli się na dwa rodzaje: gęstość flogopitu - 2700-2850 kg/m 3 i twardość w skali mineralogicznej 2-3 oraz gęstość biotytu - 2700-3100 kg/m 3, twardość, w skali mineralogicznej 2,5-3. Najszerzej stosowanymi materiałami elektroizolacyjnymi są te, które powstają w wyniku syntezy organicznej. Materiały te charakteryzują się określonymi właściwościami elektrycznymi, fizykochemicznymi i mechanicznymi. Materiały elektroizolacyjne obejmują fluoroplastik-4, produkt polimeryzacji tetrafluoroetylenu, który jest wytwarzany w postaci białego, łatwo zbrylającego się proszku lub płytek. W zależności od przeznaczenia fluoroplastik-4 dzieli się na następujące gatunki: „P” - do produkcji folii elektroizolacyjnych i kondensatorowych; „PN” - do produkcji wyrobów elektrycznych o zwiększonej niezawodności. Do produkcji różnych produktów elektrycznych są często używane odlewane kopolimery poliamidowe gatunki AK-93/7, AK-85/15 i AK-80/20 - produkty wspólnej polikondensacji soli „AG” i kaprolaktamu. Odlewane kopolimery poliamidowe mają stałą dielektryczną 10 6 Hz po 24-godzinnym przebywaniu w wodzie destylowanej wynosi 4-5, a opór właściwy powierzchni (w stanie wyjściowym) wynosi 1 × 10 14 -1×10 15 Ohm × cm Od wielu lat do wytwarzania wyrobów elektroizolacyjnych stosuje się formowany wtryskowo poliamid 610, produkt polikondensacji soli heksametylenodiaminy i kwasu sebacynowego. Wyroby produkowane są metodą wtrysku z poliamidu 610 w postaci białego i jasnożółtego granulatu o średnicy 3-5 mm. Poliamid 610 ma następujące wskaźniki: właściwy objętościowy opór elektryczny - nie mniej niż 1 × 10 14 Om × cm, wytrzymałość elektryczna - nie mniej niż 20 kV/mm. Do materiałów elektroizolacyjnych zalicza się stosowane od kilkudziesięciu lat aminoplasty - prasowanie mas mocznikowych i melaminowo-formaldehydowych otrzymywanych na bazie żywic aminowych (termoutwardzalnych produktów kondensacji formaldehydu z mocznikiem, melaminą lub ich kombinacją) przy użyciu wypełniaczy (organicznych, mineralnych lub ich kombinacja). Tworzywa aminowe produkowane są w kilku gatunkach: MFB – klasy oświetleniowe, MFV – o podwyższonych właściwościach elektroizolacyjnych, które posiadają właściwy objętościowy opór elektryczny wynoszący 1×10 11 -1×10 12 Ohm × cm 5. Smary Zgodnie z normą smary są klasyfikowane według pochodzenia, stanu skupienia, obecności dodatków, przeznaczenia, temperatury stosowania. Według pochodzenia lub surowca smary dzielą się na: 1) smary mineralne, które otrzymuje się przez zmieszanie węglowodorów pochodzenia mineralnego w ich stanie naturalnym lub w wyniku ich przetworzenia; 2) smary naftowe - oczyszczony olej otrzymywany na bazie surowców ropopochodnych; 3) smary syntetyczne – materiały otrzymywane na drodze syntezy; 4) smary roślinne – materiały pochodzenia roślinnego; 5) smary zwierzęce otrzymywane z surowców pochodzenia zwierzęcego. Według kondycji fizycznej Smary dzielą się na gazowe, płynne, plastyczne i stałe. Do miejsca docelowego smary dzielą się na: 1) silnik przeznaczony do silników spalinowych (gaźnik, olej napędowy, lotnictwo itp.); 2) przekładnie, stosowane w przekładniach ciągników, samochodów, maszyn samobieżnych i innych; 3) przemysłowe, przeznaczone głównie do obrabiarek; 4) hydrauliczne, stosowane w układach hydraulicznych różnych maszyn; 5) specjalny - kompresor, instrument, cylindryczny, elektroizolacyjny, próżniowy itp. Zgodnie z temperaturą aplikacji wśród powyższych smarów znajdują się: niskotemperaturowe (dla jednostek o temperaturze nie wyższej niż +60 ° C) - instrumentalne, przemysłowe i tym podobne; średniotemperaturowy, stosowany w temperaturach od +150 do +200°C, - turbina, sprężarka, cylinder itp.; wysokotemperaturowy, stosowany w jednostkach narażonych na temperatury do +300 ° C i więcej. Obecnie głównymi środkami smarnymi są oleje mineralne oraz środki smarne pochodzące z surowców naftowych, smary i płyny obróbkowe. Główne funkcje, które muszą spełniać smary, gdy są stosowane w zespołach montażowych mechanizmów, silników różnych maszyn: zmniejszają zużycie powierzchni trących części; zmniejszyć siłę tarcia między współpracującymi powierzchniami, aby pomóc zmniejszyć nieproduktywne straty energii; zapobiec przebiciu się mieszaniny roboczej i produktów spalania do skrzyni korbowej, tj. poprawić kompresję grupy cylinder-tłok itp. Wszystkie oleje mineralne zgodnie z metodą produkcji i składu dzieli się na cztery grupy: oleje destylowane, pozostałościowe, mieszane i dodatki. Przemysł krajowy produkuje następujące oleje silnikowe: do silników Diesla - M-8-B 2, M-8-G 2, M-8-G 2 K. i tak dalej; do silników gaźnikowych - M-8-A, M-8-B, M-12-G 1 itp. W ostatnich latach w handlu detalicznym pojawiło się wiele importowanych olejów silnikowych: ESSO, TEBOIL, MOBIL, CASTROL itp. Przemysł rosyjski produkuje różne smary: przeciwcierne (olej stały, litol); różnego przeznaczenia; wysokotemperaturowe (CIATIM-221S, PFMS-4S itp.), niskotemperaturowe (CIATIM-201, ZhRO, UNIOL-3M itp.) oraz szereg innych zastosowań specjalnych. 6. Rodzaje pokryć dachowych Materiały stosowane na pokrycia dachowe w budynkach różnego typu dzielą się na: walcowane (papa, papa, szklanka itp.), Kawałki lub arkusze (dachówki, płytki, łupek itp.) Oraz mastyks (bitum, smoła, guma - „RBC” i mastyksy polimerowe). W zależności od rodzaju surowców materiały dachowe dzielą się na organiczne - papa, papa, dachówka drewniana, tesy itp. oraz metal - blacha dachowa ocynkowana i nieocynkowana. Według rodzaju składników składowych (spoiwa lub spoiwa) - wł bitumiczny (pokrycie dachowe, pokrycie szklane, pergamin), smoła (tylko zadaszenie), polimerowy - masy uszczelniające gumowo-bitumiczne, bitumiczno-polimerowe, polimerowe itp. W ostatnich latach różne rodzaje mieszkań i tektury faliste, płytki i arkusze; materiały walcowane, syntetyczne, w tym na bazie żywic poliizobutylenowych, polietylenowych, epoksydowych i fenolowych. Ponadto obecnie stosowane są nowe skuteczne pokrycia dachowe i hydroizolacyjne oraz materiały bitumowo-polimerowe typu zabudowanego na niegnijących podłożach. Nowe materiały bitumiczno-polimerowe na mocnych i elastycznych podłożach to: isoplast, bicroplast, dneproflex, rubemast, filisol itp. Zaletą tych materiałów jest to, że są pokryte obustronnie spoiwem bitumiczno-polimerowym składającym się z bitumu, dodatków polimerowych i podsadzkarz. Do tej pory jako pokrycie dachowe w budownictwie wiejskim, osadniczym i częściowo miejskim stosowana jest dachówka wypalana z gliny (dachówka gliniana) lub z roztworów cementowo-piaskowych o sztywnej konsystencji (dachówka cementowa). Takie płytki są trwałe i ognioodporne, ale kruche i ciężkie, ponieważ mają dużą gęstość. W ostatnich latach jako pokrycie dachowe zaczęto stosować blachodachówki fińskiej firmy RANNILA STEEL. Płytki te wykonane są ze stali ocynkowanej ogniowo o grubości 0,5 mm, pokrytej warstwą kolorowego polimeru, który jest odporny na działanie promieni słonecznych i wahania temperatury.Ta polimerowa powłoka metalowych płytek zapewnia wodoodporność i zsuwanie się ciężkich warstw śniegu w zimie. Obecnie pojawił się nowy oryginalny materiał na pokrycia dachowe - gont bitumiczny, którego producentem jest białoruska firma Poleznaya Kompaniya TM. Dachówki te przeznaczone są do krycia dachów spadzistych i wykonane są z bitumu oksydowanego wzmocnionego włóknem szklanym. Kolejną białoruską nowością są płytki polimerobetonowe, które są całkowicie wodoodporne i pod względem trwałości i mrozoodporności odpowiadają co najmniej 50 latom eksploatacji. Podczas układania walcowanych pokryć dachowych stosuje się zimne masy uszczelniające polimerowe i bitumiczno-polimerowe: marka MBK - kauczuk butylowy na bazie kauczuku butylowego; Marka BLK - bitumiczno-lateksowa - oparta na produktach bitumicznych z łupków. Zastosowanie wymienionych mastyksu upraszcza proces montażu dachu z hydroizolacją. 7. Materiały okładzinowe i ich zastosowanie W nowoczesnym budownictwie szeroko stosuje się szeroką gamę materiałów okładzinowych w celu poprawy właściwości użytkowych i dekoracyjnych budynków i różnych konstrukcji. Materiały okładzinowe wykonane są z ceramiki, tworzyw sztucznych, szkła, kamienia naturalnego, cementu azbestowego i specjalnych zapraw. W minionym XX wieku Najczęściej stosowanymi materiałami okładzinowymi były płytki szklane i ceramiczne, płyty z łupin, marmuru, granitu i tufu wulkanicznego. Na początku XXI wieku. pojawił się i zaczął być szeroko stosowany jako materiał okładzinowy plastikowe panele na bazie tworzywa sztucznego (PVC). Panele te znajdują zastosowanie w pomieszczeniach mieszkalnych i biurach, do wykańczania pomieszczeń o dużej wilgotności. Takie panele mają wiele zalet: trwałość; nie deformuj; mają 100% odporność na wilgoć, nie wymagają specjalnej pielęgnacji i są łatwe w czyszczeniu; wykonane z materiałów przyjaznych dla środowiska. Obecnie bardzo poszukiwane wśród różnych konsumentów są płyty tłoczone z polichlorku winylu, przeznaczony do wykańczania ścian i sufitów w pomieszczeniach budynków użyteczności publicznej i przemysłowych (z wyjątkiem placówek dziecięcych i medycznych). Te arkusze są wykonane z czterech rodzajów: 1) jednowarstwowy jednokolorowy; 2) jednowarstwowa wielokolorowa; 3) dwuwarstwowy jednokolorowy; 4) dwuwarstwowy wielokolorowy. Wszystkie rodzaje arkuszy mają długość od 300 do 2000 mm, szerokość 300-1000 mm, grubość 0,4-2 mm; różne rysunki reliefowe, z gładką lub wytłaczaną powierzchnią przednią. W ostatnich latach do dekoracji wnętrz ścian i sufitów podwieszanych budynków o wilgotności względnej nie większej niż 60% znalazły szerokie zastosowanie płyty dekoracyjne z fosfogipsu, które są wykonane ze spoiwa gipsowego otrzymanego przez obróbkę autoklawową fosfogipsu. Pod koniec XX wieku. zaczął produkować bardzo oryginalny materiał wykończeniowy - szklana tapeta z efektem hydrofobowym i dźwiękochłonnym, które są realizowane przez firmę Alaksar (Moskwa). Ta tapeta jest trwała, łatwa do czyszczenia, nie blaknie, ma 20 rodzajów pięknych wzorów; są używane od kilku lat w Szwecji i cieszą się dużym zainteresowaniem. Wielka popularność w Europie i Rosji wygrała sufity napinane, sufity podwieszane, z różnych materiałów - folii, włókna szklanego, płyt z wełny mineralnej, styropianu, paneli aluminiowych. Sufity z folii stretch stosowany w dekoracji mieszkań, biur, barów, restauracji, basenów itp. Sufity z włókna szklanego Mają dobre pochłanianie dźwięku, redukując jednocześnie efekt echa, dlatego stosuje się je do wykańczania dużych pomieszczeń - sal konferencyjnych, sal sportowych, sal handlowych itp. Najpopularniejszy materiał wykończeniowy - tapeta różne rodzaje - pianka, winyl, sitodruk, dupleks i proste tapety - papier. Nowość ostatnich lat - cienkie talerze szkliwo szkliste z wielobarwnym wzorem i podkładem samoprzylepnym - stosowana do okładzin ściennych. Materiał ten nosi nazwę „onliglas” i jest produkowany przez hiszpańską firmę Tres Estilos. WYKŁAD nr 15 Kleje 1. Klasyfikacja klejów i wymagania dla nich W różnych sektorach gospodarki szeroko stosowane są różne materiały klejące, które powstają na bazie klejów naturalnych (naturalnych) lub syntetycznych. naturalne kleje dzielą się na kleje pochodzenia zwierzęcego, roślinnego i mineralnego. Materiałami wyjściowymi do klejów pochodzenia zwierzęcego są: tkanki, kości, krew i mleko zwierząt. Kleje kleiste, kazeinowe, albuminowe uzyskuje się ze wskazanych surowców. Surowcami na kleje pochodzenia roślinnego są: białko z nasion roślin strączkowych, skrobia, żywice naturalne, guma, dekstryna. Kleje mineralne - silikatowe, asfaltowe, bitumiczne. Żywice syntetyczne są surowcem do produkcji klejów syntetycznych. Kleje syntetyczne to roztwory naturalnych polimerów modyfikowanych lub syntetycznych w wodzie lub alkoholu. Ze względu na reaktywność kleje dzielą się na kleje termoutwardzalne, termoplastyczne i dyspersyjne. Z kolei kleje termoutwardzalne dzielą się na: melaminowy, epoksydowy, rezolowy, poliuretanowy, poliestrowy, mocznikowo-formaldehydowy, fenolowo-formaldehydowy. К kleje termoplastyczne obejmują: skórę, kości, kleje termotopliwe, nitrocelulozę, polioctan winylu, polichlorek winylu itp. Kleje gumowe przypisane do niezależnej klasy materiałów klejących. Należą do nich kleje lateksowe i gumowe. Kleje znajdują szerokie zastosowanie w produkcji mebli, obuwia oraz w budownictwie. W budownictwie kleje służą do mocowania różnych materiałów wykończeniowych, do konstrukcji budowlanych. Różne kleje znajdują zastosowanie w przemyśle lotniczym, motoryzacyjnym, przy dekoracji wagonów pasażerskich i metra. Kleje mogą być jednoskładnikowe, dostarczane w postaci gotowej lub wieloskładnikowe, które przygotowywane są głównie w miejscu spożycia (w szczególności klej epoksydowy). Materiały samoprzylepne dzielimy w zależności od klejonych materiałów: obuwnicze – do klejenia skóry, gumy, sztucznej skóry; do klejenia metali i niemetali; tkaniny termoizolacyjne i klejenie ich z innymi materiałami; polimery, do klejenia drewna, do produkcji sklejki itp. Wszystkie kleje podlegają następującym wymogom: zapewnienie wysokiej wytrzymałości połączeń klejowych; wysoka stabilność i żywotność podczas przechowywania; wysoka wilgotność, wodoodporność; nietoksyczność; zachowanie wytrzymałości mechanicznej w czasie. W produkcji mebli wytrzymałość połączenia klejowego określa się poprzez badanie szwu klejowego podczas odpryskiwania.Zgodnie z warunkami technicznymi produkcji mebli materiały klejące muszą zapewniać wytrzymałość na rozciąganie, aby warstwa kleju mogła odpryskiwać w stanie suchym w obliczu co najmniej 1 MPa, w innych przypadkach - co najmniej 2 MPa. Wodoodporność klejów - najważniejszy wymóg dla prawie wszystkich klejów. Według tego wskaźnika kleje dzielą się na wodoodporne, o zwiększonej wodoodporności, o ograniczonej wodoodporności i niewodoodporne. Kleje wodoodporne to głównie syntetyczne, w ograniczonym stopniu wodoodporne – kazeinowe, niewodoodporne – kleiste. 2. Syntetyczne kleje termoutwardzalne Syntetyczne kleje termoutwardzalne są utwardzane w większości przypadków w reakcjach polikondensacji lub polimeryzacji w stosunkowo wysokich temperaturach (do +100°C). W przemyśle drzewnym i produkcji mebli szeroko stosowane są kleje mocznikowo-formaldehydowe do klejenia na gorąco następujących gatunków: KF-Zh w produkcji mebli; podobne kleje KF-B (utwardzanie w +100°C przez 25-40 s), importowany klej mocznikowo-doformaldehydowy „Kleiberit 871” niemieckiej firmy Kleiberit prasowanie na gorąco do klejenia sklejki i okładzin. Kleje termoutwardzalne to kleje marek: VK-32-EM, D-15, D-23, D-43, które służą do klejenia metali i opakowań szklanych. W produkcji i budownictwie meblowym stosuje się syntetyczne kleje termoutwardzalne, takie jak: fenolowo-formaldehydowy и rezorcynol formaldehyd. Kleje te są stosowane w trybie utwardzania na zimno lub na ciepło przy temperaturze ogrzewania +60-80 °C. Należą do nich kleje marek SFZh, FR-12, FR-100, DFK-1AM itp. Wymienione kleje są stosowane w produkcji mebli do klejenia drewna z metalami i tworzywami sztucznymi, w budownictwie do produkcji drzwi, bloków okiennych itp. .; czas ich utwardzania w temperaturze +20°C wynosi od 5 do 25 godzin. Szeroko stosowany w różnych branżach kleje fenolowo-polioctanowe winylu BF-2, BF-4, BF-6: BF-2 i BF-4 klej do drewna, styropianu, metali, szkła, ceramiki. Cieszy się dużym zainteresowaniem wśród różnych konsumentów kleje fenolowo-epoksydowe gatunki FE-10 i FR-10, które służą do klejenia metali, różnych tworzyw sztucznych i innych materiałów w konstrukcjach pracujących w temperaturach do +250 °C. Zapewniają wysoką siłę wiązania, odporność na wilgoć i chemikalia kleje epoksydowe wykonane na bazie żywic dianova, ED-20, ED-22, ED-16 i E-40; a także kleje w gatunkach K-160, K-176 na bazie modyfikowanej żywicy epoksydowej, które służą do klejenia tworzyw sztucznych; klejenie elementów drewnianych i plastikowych na powierzchniach lakierowanych. Na bazie modyfikowanej żywicy epoksydowej powstają kleje PED i PED-6, które służą do klejenia drewna z tworzywami sztucznymi, mocowania tworzywa polichlorku winylu do powierzchni konstrukcji budowlanych z metalu i żelbetu. Rosyjski przemysł produkuje wysoką jakość kleje poliuretanowe gatunki PU-2, PU-2M, PU-UV, VK-5 VK-11, które służą do klejenia szkła, ceramiki, drewna, metali, wzmocnionych tworzyw sztucznych, różnych materiałów polimerowych. Niemiecka firma Kleiberit produkuje klej PU-501, który jest bardzo poszukiwany ze względu na jego maksymalną wydajność w klejeniu mineralnych płyt budowlanych, materiałów ceramicznych, warstwowego klejenia drewna itp. Ta sama firma produkuje dwuskładnikowy klej poliuretanowy PU do prasowania membran , natomiast ma zwiększoną odporność na ciepło, wilgoć i parę wodną. 3. Syntetyczne kleje termoplastyczne Oprócz klejów termoutwardzalnych, w różnych sektorach gospodarki, w tym w budownictwie i produkcji mebli, szeroko stosowane są syntetyczne kleje termoplastyczne, które stosuje się w postaci dyspersji, roztworów i klejów termotopliwych: przy klejeniu styropianu, elementów drewnianych z poliwinylem pianka chlorkowa; w produkcji wszelkiego rodzaju prac wykończeniowych. Różnica między klejami termoplastycznymi a klejami termoutwardzalnymi polega na tym, że zachowują liniową strukturę łańcuchów makrocząsteczek w układzie klejącym, a klejenie odbywa się bez reakcji chemicznych. Kleje termoplastyczne dzielą się na: polioctan winylu, kleje termotopliwe, polichlorek winylu, metylopoliamid, polimetakrylan metylu, nitroceluloza.Wadą tych klejów jest ich niska odporność na ciepło - w temperaturze +40°C zaczynają mięknąć, a w temperaturze +60- W temperaturze 70°C wytrzymałość połączenia klejowego gwałtownie maleje. Klej polioctan winylu w postaci dyspersji produkowany jest pod markami: PVA, D 50 N, D 5°C, D 50 V itp. Najpopularniejszy klej PVA, który stosowany jest w produkcji mebli oraz w życiu codziennym do klejenia folii materiały wykończeniowe do różnych powierzchni, kleje wyroby drewniane, papier, tekturę, szkło, porcelanę, skórę itp. Od wielu lat w budownictwie i życiu codziennym duże ilości takich klejów syntetycznych jak CMC - karboksymetyloceluloza sodowa, handlowa sól sodowa kwasu celulozowo-glikolowego, otrzymywana w wyniku reakcji celulozy alkalicznej z monochlorooctanem sodu lub kwasem monochlorooctowym, tj. CMC - produkt chemicznej obróbki pulpy drzewnej. Zalety CMC stosowanego jako spoiwo są następujące: dobrze miesza się z pigmentami, nie zmienia ich koloru, a także ze skrobią, dekstryną; emulguje schnący olej i niektóre lakiery; ma stabilność biologiczną (prawie nie gnije). W ostatnich latach w produkcji i budownictwie mebli zastosowano różne wysokoefektywne syntetyczne kleje termoplastyczne, produkowane przez niemiecką firmę IGeiberit marek: „Kleiberit 303” – na bazie dyspersji polioctanu winylu, przeznaczony do klejenia (na gorąco i na zimno) drewno twarde i tropikalne, płyty laminowane, połączenia czopowe; klej montażowy „Kleyberit Euroleim-300” – uniwersalnego zastosowania, na bazie dyspersji polioctanu winylu; służy do klejenia skrzynek, płyt z materiałów warstwowych, płyt MDF itp.: kleje „Tempo-305”, „Tempo-332”, „Tempo-338”, „Tempo-347” – wszystkie oparte są na bazie polioctanu winylu dyspersja; służy do klejenia warstw laminowanych tworzyw polimerowych i laminatów. Ta sama firma (Kleiberit) produkuje wysokiej jakości kleje topliwe kilku marek: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (wszystko w formie granulatu). Mięknieją w temperaturach od +105°C do +115°C; nakładać w temperaturach od +200 do +240°C; Wykorzystuje się je w produkcji mebli do klejenia fornirów, elementów dekoracyjnych, materiałów foliowych oraz przy oklejaniu części profili i krawędzi. 4. Kleje gumowe W budownictwie, produkcji obuwia i mebli przez wiele lat na przełomie XX i XXI wieku. szeroko stosowane kleje gumowe, produkowane na bazie: naturalne lub syntetyczne lateksy i mieszanki gumowe na bazie roztworów. Najczęściej spotykane są kleje lateksowe na bazie kopolimeru diwinylowego z metakrylanem metylu i polichloroprenu - gatunki KL-1, KL-2, KL-3, które stosowane są przy oklejaniu części paneli fornirem drewnianym, foliami na bazie papierów i polichlorku winylu. Od wielu lat w budownictwie stosowany jest znany klej „Bustilat”, zawierający do 41 części masowych lateksu SKS-65 GP; nakłada się go na naklejkę z linoleum, materiałów tekstylnych i wielu innych materiałów. Kleje lateksowe dobra przyczepność różnych materiałów na porowatych powierzchniach. W produkcji obuwia i mebli, a także w życiu codziennym, w szerokim asortymencie i ilości stosowane są kleje gumowe, otrzymywane na bazie roztworów kauczuków naturalnych i syntetycznych w rozpuszczalnikach organicznych. Do tych klejów dodaje się różne modyfikatory, przeciwutleniacze, plastyfikatory, utwardzacze. Rozpuszczalniki to aceton, octan etylu, toluen, metyloetiketon itp. Kleje te służą do sklejania ze sobą pianki poliuretanowej, gumy gąbczastej, a także do przyklejania do drewna, kartonu, włókna drzewnego i innych materiałów. W produkcji obuwia, przy naprawie obuwia w warsztatach, atelier i w domu, a także przy produkcji mebli, kleje nairite są stosowane stale iw dużych ilościach. Najczęściej stosowane (od wielu lat) kleje nairytowe w gatunkach: 88N, 88NP 88NP-35 i NT, stosowane w metodzie klejenia na zimno. Najpopularniejszymi i najczęściej stosowanymi klejami są 88N i 88NP, przeznaczone do klejenia różnych materiałów obuwniczych (skóra naturalna i sztuczna, tkaniny, tworzywa sztuczne), a także do sklejania ze sobą gumy, tworzyw piankowych, tkanin oraz do sklejania ich z metalem , beton, drewno . Kleje 88NP-43 i 88NP-130 służą do klejenia gumy i gumy piankowej do metalu, materiałów okładzinowych i podłogowych do drewna i sztywnych materiałów piankowych. Rosyjski przemysł produkuje całą gamę klejów chloro-irytowych na bazie chlorowanego kauczuku chloroprenowego i nairytu. Spośród nich szeroko rozpowszechniony jest klej marki KS-1, składający się z nairytu klasy A, chlorowanego nairytu, tlenku magnezu, tlenku cynku i difenyloguanidyny. Kleje te są stosowane w tych samych przypadkach, co kleje z grupy 88H. Od dawna (ponad 30 lat) w budownictwie stosuje się kleje kauczukowe KN-2 i KN-3, które są lepką pastowatą jednorodną masą zawierającą kauczuk chloroprenowy, żywicę indenkumaronową, wypełniacze i rozpuszczalniki. Mastic KN-2 przeznaczony jest do klejenia gumowego linoleum oraz płytek i płyt gumowych. Mastyks KN-3 służy do klejenia powłok z warstwą porowatą, nitrolinoleum, listew profilowych. Samoprzylepne mastyksy gumowe są łatwopalne i wybuchowe, a także materiały toksyczne. 5. Kleje białkowe W drugiej połowie XX wieku. szeroko stosowany w budownictwie kleje białkowe - mięso, kości i kazeina. Wykorzystywano je także do produkcji mebli. W budownictwie kleje te służyły do przygotowania różnych kompozycji malarskich, a w produkcji mebli - do klejenia drewna. Kazeina jest substancją białkową, która uwalnia się w postaci masy twarogowej podczas kwaśnienia mleka. Aby uzyskać klej, do wody, w której znajduje się kazeina (w grudkach), dodaje się trochę alkaliów: sodę, potas lub amoniak. Pod wpływem zasad kazeina rozpuszcza się i po godzinie tworzy klej, który w połączeniu z wapnem daje niezmywalną farbę (jeśli doda się dodatkowo pigment barwiący). Komunikaty branżowe klej kazeinowy w postaci proszku z dodatkiem niezbędnych składników - dwie marki: „Extra” (B-107) i „Ordinary” (OB). Kleje kazeinowe zapewniają dość mocne i elastyczne połączenia - siła wiązania drewna jest nie mniejsza: dla kleju „Extra” - 10,6 MPa, dla kleju „Zwykłego” (OB) - 7,5 MPa. Kleje kazeinowe stosowane są w produkcji mebli do klejenia grubych materiałów arkuszowych przy produkcji paneli meblowych, klejenia drewna i dekoracyjnego papieru laminowanego. Białka obejmują kleje kolagenowe - mięso i kości, w których substancją klejącą jest białko - kolagen, zawarty w tkankach łącznych i kościach organizmów zwierzęcych. W zimnej wodzie kolagen pęcznieje, a po podgrzaniu przekształca się w nową substancję – glutynę, która ma właściwości kleju. Klej do skóry dzieli się na twardą i galertę. Klej twardy skórny produkowany jest w postaci płytek, płatków, wiórów, pokruszonych i granulowanych. Klej skórny otrzymuje się poprzez gotowanie odpadów białkowych z garbarni i fabryk surowców z wodą, a następnie suszenie. (Hester to podskórna warstwa skóry zwierząt.) Klej skórny stosowany jest w budownictwie i produkcji mebli. klej kostny (kolagen) jest produkowany z odtłuszczonych i wypolerowanych kości zwierzęcych. Klej ten produkowany jest w kilku rodzajach: galerta (galaretka klejowa), dachówka, kruszony granulat i płatek. Wszystkie rodzaje kleju kostnego są podzielone na stopnie: najwyższy, 1, 2 i 3. Gotowanie kości najpierw tworzy cienki bulion, który jest następnie odparowywany do ciemnożółtej lub brązowej galaretki. Taki klej nazywa się kambuzem. Roztwory kleju na bazie kleju kostnego mogą po pewnym czasie gnić, dlatego wstrzykuje się do nich jeden z antyseptyków, taki jak fenol lub formalina. W pracach malarskich klej kostny służy do przygotowania kompozycji malarskich, podkładów, szpachli, past smarnych. Obecnie kleje białkowe są produkowane w niewielkich ilościach i mają ograniczone zastosowanie, ponieważ zostały zastąpione klejami syntetycznymi, które mają 100% stabilność biologiczną, wysoką odporność na wilgoć i ciepło oraz niski skurcz schnięcia. Kleje białkowe nie posiadają tych właściwości. 6. Folie i taśmy samoprzylepne W przemyśle drzewnym i produkcji mebli przez ostatnie dwie dekady szeroko stosowane były folie i taśmy samoprzylepne, które posiadają warstwę lepki klej, który długo zachowuje lepkość. Po nałożeniu na powierzchnię dowolnego materiału, te taśmy i folie przylegają do niego po naciśnięciu. Folie i taśmy samoprzylepne produkowane są na bazie następujących materiałów: Papier siarczynowy o gramaturze 20 g/m 2, polietylen, celofan, tkanina, plastyfikowany polichlorek winylu itp. Do nałożenia warstwy klejącej na podłoże stosuje się różne elastomery i polimery z różnymi dodatkami. Najszerzej stosowane w obróbce drewna oraz przy produkcji mebli z drewna. folie i taśmy samoprzylepne: 1) folia bakelitowa (GOST 2707), stosowana do klejenia sklejki lotniczej, dekoracyjnej i brzozowej, półfabrykatów meblowych; klejony w temperaturze + 150-155 ° C i ciśnieniu 2-2,5 MPa; 2) taśma klejąca (GOST 18251), przeznaczona do klejenia pasków forniru w arkusze o pełnej długości; przed użyciem powłokę taśmy zwilża się; 3) papierowa taśma klejąca (TU 13-7309005-669-88). Służy do nakładania na materiał krawędziowy podczas jego produkcji oraz do zabezpieczania krawędzi osłony podczas jej wykańczania; 4) taśma klejąca LPLO-M (TU OP 13-64-37-83). Przeznaczony do podklejania końcówek rolek papieru podczas przeładunku, łamania mocowań do tulei nawojowych podczas procesu impregnacji; 5) taśmy klejące LT-38, LT-50 na bazie polimeru. Służą do ochrony materiału obrzeży przed kapaniem lakierów i farb podczas wykańczania paneli meblowych, a także do ochrony krawędzi przed uderzeniami mechanicznymi podczas transportu. Taśmy te (klej) to folia na bazie polimeru o grubości 35-50 mikronów, na którą nakładana jest cienka warstwa kleju. WYKŁAD nr 16. Materiały wykończeniowe 1. Powołanie materiałów wykończeniowych. Materiały do przygotowania powierzchni do wykończenia Celem materiałów wykończeniowych jest ochrona budynków, różnych konstrukcji i mebli przed wpływami środowiska lub poprawa wyglądu, a także wydłużenie żywotności. W budownictwie, do dekoracji zewnętrznej budynków i budowli (na zewnątrz), tynkowanie, licowanie marmurem, granitem, ceramiką, cegłą dekoracyjną, modelarstwem, malowaniem dekoracyjnym. Do dekoracji wnętrz (wewnętrznych) stosuje się te same materiały, co na zewnątrz, a także tapety, linoleum, stolarka, materiały syntetyczne (tworzywa sztuczne). W produkcji mebli do powłok ochronnych i dekoracyjnych stosuje się szeroką gamę materiałów wykończeniowych, które są podzielone według ich przeznaczenia na główne grupy: do przygotowania drewna przed nałożeniem powłoki malarskiej i lakierniczej; stworzyć warstwę farby; pomocniczy. Podkłady - są to kompozycje zawierające pigmenty, wypełniacze i spoiwa, które od kompozycji malarskich różnią się mniejszą zawartością pigmentu. Zadaniem podkładów jest wyrównanie „ciągliwości” podłoża i wyrównanie jego porowatości. Do produkcji mebli stosuje się podkłady w postaci roztworów żywic, nitrocelulozy i plastyfikatorów w mieszaninie rozpuszczalników. W budownictwie stosowane są podkłady następujących marek: glifalowy GF-032, GF-020 i inne; perchlorowinyl XB-050, XB-785, polioctan winylu VL-02, VL-02A, VL-023A. Do produkcji mebli stosowane są podkłady następujących marek: NK, BNK, PE-0155 itp. Szpachlówki - Są to gęste lepkie mieszanki w postaci past, składające się z pigmentów i wypełniaczy w spoiwie. Służą do wypełniania nierówności i korygowania ubytków na malowanej powierzchni. W budownictwie stosuje się następujące szpachlówki: MS-006 - alkid-styren; perchlorowinyl - ХВ-004, ХВ-005 itp.; polioctan winylu; epoksyd EP-0010 itp. Do produkcji mebli stosuje się szeroką gamę szpachli: poliester - P7-0025, P7-0059; żywica epoksydowa - EP-0010; perchlorowinyl - ХВ-004, ХВ-005; szpachlówki lakiernicze na bazie lakierów olejnych i alkidowych - nr 175, LSh-1, LSh-2; szpachlówki samoprzylepne przygotowywane w miejscu spożycia. Wypełniacze i kompozycje wypełniaczy Stosowane są pod powłoki transparentne, pomagają jednocześnie zmniejszyć zużycie farb i lakierów oraz zmniejszają osiadanie powłoki. W budownictwie i produkcji mebli stosowane są następujące wypełniacze: KF-1, podobne - KF-2, KF-3, KF-4; Wypełniacze porowatości TMB-1, TMB-3, TMB-4 to jednoskładnikowe pasty niezawierające olejów roślinnych. W budownictwie i produkcji mebli stosuje się szeroką gamę barwników: barwniki (syntetyczne, kwasowe i naturalne); porenbeytsy - płynne farby i lakiery do barwienia drewna; zaprawy (chemikalia - żelazo, siarczan miedzi itp.). Pigmenty - drobno zmielone proszki o różnych kolorach - stosuje się w mieszaninie z roztworem kompozycji błonotwórczej, która utrwala proszek pigmentowy na powierzchni. 2. Lakiery i pasty do jasnych wykończeń W produkcji i budownictwie meblarskim szeroko stosowane są różne lakiery i lakiery. Lucky to roztwory naturalnych lub syntetycznych substancji błonotwórczych w rozpuszczalnikach organicznych lub wodzie, które po wyschnięciu tworzą przezroczysty, stały, jednorodny film o dobrej przyczepności do przycinanego materiału. Lakiery dzielą się na alkohol, nitroceluloza, poliester, mocznik-formaldehyd, a także lakiery tworzące powłoki w wyniku połączonego procesu odparowania rozpuszczalników i reakcji chemicznych; lakiery olejne (mają ograniczone zastosowanie - ze względu na czas schnięcia i niedobór olejów). Lakiery olejowe - są to roztwory żywic - kalafonii, kopalu, gliftalu w olejach - lnianym, konopnym, tungowym i ich rozpuszczalnikach - terpentyny, ksylenu, benzyny lakowej itp. z dodatkiem suszaczy (w celu przyspieszenia wysychania powłoki lakierniczej). Kilka rodzajów lakierów alkidowo-mocznikowych znajduje szerokie zastosowanie w różnych sektorach gospodarki, w tym w produkcji mebli i budownictwie: MCh-52, MCh-270, ML-2111 - do wykańczania mebli, nart, instrumentów muzycznych; ML-2111 PM - do wykańczania materiałów foliowych. Obecnie znajdują szerokie zastosowanie w przemyśle meblarskim i budownictwie. wysokiej jakości lakiery nitrocelulozowe, wyprodukowane przez niemiecką firmę Herberts: cellonite D-1009, D-1013. Lakiery nitro mają nieograniczoną żywotność, są dość zaawansowane technologicznie. Przedsiębiorstwa krajowe produkują nitrolakiery nakładane na zimno marek NTs-218, NTs-221, NTs-222, NTs-224, które tworzą przezroczyste, błyszczące powłoki na powierzchni, z wyjątkiem lakieru NTs-243, który tworzy przezroczysty matowy jedwabisty powłoki. W ostatnich latach lakiery poliuretanowe „Contracid D-3010”, produkowane przez niemiecką firmę Herberts, były stosowane do wysokiej jakości wykończeń, bezbarwnych, stosowanych do pokrywania podłóg parkietowych i desek, wykańczania wyrobów łazienkowych, mebli kuchennych i biurowych. tworzy powłoki o wysokiej odporności na ścieranie, światło, chemikalia i wilgoć. PF-283 (roztwór żywic alkidowych) jest najczęściej stosowany do wewnętrznych powłok na metal, jasne drewno, meble i jasne farby olejne, do samochodów i wagonów kolejowych. Szeroko stosowany w przemyśle meblarskim lakiery różne rodzaje: spirytusowe i nitro-polerne, które wnikają głębiej niż lakiery w drewno i tworzą bardzo cienkie błony o połysku i elastyczności, a jednocześnie pozwalają na wyraźne odsłonięcie słojów drewna. Pasty to nisko skoncentrowane roztwory ciał polerskich. Pasty alkoholowe - roztwór żywicy szelakowej w alkoholu etylowym, najczęstszą pastą szelakową jest 10-20% alkoholowy roztwór szelaku (produkowany pod numerem - 13, 14, 5 i 16), stosowany do polerowania szelaku, nitrocelulozy i filmów olejowych. Nitropolitany służą do polerowania powłok nitrolakierowych po wypoziomowaniu i przeszlifowaniu. Najczęściej stosowanym w kraju lakierem nitro jest NTs-314. 3. Farby i emalie do nieprzezroczystych wykończeń Różnorodne farby i emalie są szeroko stosowane do kryjącego wykończenia różnych powierzchni w budownictwie, produkcji mebli oraz w prawie wszystkich sektorach gospodarki jako całości. Malować są wytwarzane w postaci mieszaniny drobno rozdrobnionych pigmentów i wypełniaczy z roztworem substancji błonotwórczych. W zależności od przeznaczenia, rodzaju substancji błonotwórczej, pigmentu i wypełniacza, gotowe do użycia farby olejne, alkidowe, silikatowe, organosilikatowe, wodne, perchlorowinylowe, cementowe i inne produkowane są w różnych kolorach. W zależności od przeznaczenia produkowane są farby do zastosowań zewnętrznych i wewnętrznych. Do prac zewnętrznych - malowanie cegieł, betonu, otynkowanych i innych porowatych powierzchni zewnętrznych, zagruntowanych powierzchni metalowych, a także starych powłok - stosuje się farby wodorozcieńczalne na bazie wodnych dyspersji polimerów syntetycznych marek: E-AK-111, E-VA-17, E-VS-114, E-KCH-112. Moskiewski zakład „Svyatozar” (farby i lakiery) od 1990 roku produkuje wysokiej jakości farby: elewacyjne „Svyatozar-15” - akrylowe, matowe, białe (barwione w pastelowych kolorach). W ostatnich latach sporo importowanych farb trafiło do Rosji z Finlandii (firma TIK-KURILA), z Niemiec (firmy JOBI, KIMEG), z Wielkiej Brytanii (firma HAMMERITE). Obecnie szeroko stosowane są następujące farby produkcji krajowej: farby olejne MA-15 (wszystkie kolory), farby wodorozcieńczalne VDAK-2180, farby elewacyjne - HV-161, VDAK-1180, KO-815, KO-868, AK- 124, farby do oznakowania drogowego - AK-591; a także PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 - do prac zewnętrznych i wewnętrznych. Emalie są zawiesinami pigmentów w lakierach z dodatkiem plastyfikatorów i osuszaczy, stosuje się je tak samo jak farby do prac zewnętrznych i wewnętrznych na metalu, drewnie i tynku. Emalie różnią się od farb zwiększoną zawartością substancji błonotwórczych, co zapewnia powłokom wyższe walory dekoracyjne. Emalie produkowane są przemysłowo w postaci gotowej następujących marek: olej, olej-glifalowy - GF-1426, GF-230 itp.; pentafaliczny - PF-223, PF-115, PF-266 itp.; nitroceluloza (szybkoschnąca, szeroko stosowana w produkcji mebli) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273 itp.; emalie poliestrowe - PE-225, PE-276, V-PE-P79 itp. Perchlorowinyl dają powłoki odporne na działanie odczynników chemicznych i zjawisk atmosferycznych (w tym kwaśne deszcze), - XB-124. Emalie olejno-gliftalowe i olejne stosowane są do dekoracji wnętrz pomieszczeń, biur, wyrobów metalowych i drewnianych wykorzystywanych w pomieszczeniach. Emalie pentaftalowe to zawiesiny pigmentów w lakierze pentaftalowym z dodatkiem osuszacza i rozpuszczalników, przeznaczone do malowania powierzchni metalowych i drewnianych nie narażonych na wpływy atmosferyczne, mają szerokie zastosowanie w budownictwie mieszkaniowym. 4. Oleje suszące Olej do suszenia to oleista ciecz, która po nałożeniu na powierzchnię wysycha tworząc mocną, elastyczną, wodoodporną powłokę. Olej schnący powstaje w wyniku przetwarzania roślinnych olejów schnących lub półschnących, tłuszczów i produktów organicznych, które nie zawierają żywic lakierniczych. Oleje suszące dzielą się na cztery rodzaje: naturalne, zagęszczone, kombinowane, syntetyczne. Naturalne oleje schnące otrzymywany przez obróbkę (gotowanie) olejów roślinnych w temperaturze +200-300°C, przy czym do oleju dodaje się suszarkę, np. tlenki, nadtlenki i sole ołowiu, kobaltu, manganu. Zagotowanie oleju i dodanie suszarki przyspiesza wysychanie (utwardzanie) folii po nałożeniu farby na powierzchnię. Sprasowane lub półnaturalne oleje schnące powstają w wyniku zagęszczenia olejów roślinnych poprzez utlenianie, polimeryzację lub oksypolimeryzację, a następnie rozcieńcza się je rozpuszczalnikiem. Przy produkcji takich olejów schnących osiąga się znaczne oszczędności oleju (do 45%). Połączony olej schnący otrzymywane na bazie olejów schnących i półschnących, które poddawane są polimeryzacji i dehydratacji; stosuje się również mieszaninę olejów spolimeryzowanych i odwodnionych, głównie do przygotowania gęstych farb. Syntetyczne oleje schnące wykonane z żywic syntetycznych (polimerów) lub różnych olejów w wyniku obróbki cieplnej i chemicznej. Takie oleje schnące po nałożeniu na powierzchnię twardnieją, tworząc cienką warstwę. Najważniejszym rodzajem syntetycznych olejów schnących są alkidowe oleje schnące (gliftalowe, pentafalowe). Syntetyczne oleje schnące służą do przygotowania grubo zmielonych i gotowych do użycia farb olejnych. Te oleje suszące zawierają 50% żywicy alkidowej i 50% oleju suszącego. Naturalne oleje suszące lniane i konopne otrzymywany z oleju lnianego lub konopnego z dodatkiem przyspieszaczy suszenia – sykatyw manganowych, ołowiowych i kobaltowych. Naturalne oleje schnące lniane i konopne służą do produkcji i rozcieńczania grubo wcieranych farb, a także jako samodzielny materiał do prac malarskich. Półnaturalny olej schnący oksol jest roztworem utlenionego oleju roślinnego i suszarki w benzynie lakowej. W zależności od użytych surowców produkowany jest w dwóch gatunkach: „B” – z olejów lnianych i konopnych; „PV” - z olejów słonecznikowego, sojowego, szafranowego, kukurydzianego, winogronowego. Farby olejne stosowane do prac zewnętrznych i wewnętrznych produkowane są z oleju schnącego klasy „B” i gatunku „PV” – farby przeznaczone wyłącznie do prac wewnętrznych, z wyjątkiem podłóg. Spolimeryzowany olej suszący - substytut naturalnego oleju schnącego; otrzymany przez sprasowanie ogrzanego oleju lnianego, a następnie dodanie rozpuszczalnika i środka osuszającego. Służy do rozcieńczania grubo startych farb do malowania zewnętrznego i wewnętrznego na metalu, drewnie i tynku w budynkach i konstrukcjach I i II klasy. W pracach wykończeniowych stosuje się również olej schnący gliftalowy, który powstaje w wyniku interakcji olejów roślinnych, gliceryny i bezwodnika ftalowego w obecności środka osuszającego.Ten schnący olej jest rozcieńczany grubo utartymi farbami przeznaczonymi do malowania wewnętrznego i zewnętrznego na metalu i drewnie . WYKŁAD 17. Podłogi 1. Rodzaje podłóg Projekt i rodzaj podłóg podczas budowy różnych budynków i konstrukcji określają przepisy i przepisy budowlane (SNiP). W zależności od przeznaczenia budynków i budowli podłogi w ich wnętrzu mogą być bardzo zróżnicowane: drewniane, polimerowe, ceramiczne, szklano-żużlowe, asfaltowe, betonowe z mozaikową okładziną z płyt typu Breccia. Breccia to płyty o wymiarach 400 x 400 mm lub 500 x 500 mm, wykonane z fragmentów marmuru, granitu, ceramiki na bazie kleju epoksydowego. W warsztatach mechanicznych przedsiębiorstw, w których jeżdżą samochody lub samochody elektryczne przewożące różne towary, podłogi asfaltowe są pokryte od góry metalowymi perforowanymi lub falistymi płytami 500? 500 mm lub mniej. W zakładach produkcyjnych różnych przedsiębiorstw podłogi mozaikowe są również instalowane z wiórów marmurowych na bazie specjalnych zapraw cementowych. Takie posadzki, po wyschnięciu roztworu w składniku miękiszu, szlifuje się za pomocą specjalnych szlifierek. Ponadto w budynkach użyteczności publicznej i warsztatach pomocniczych różnych przedsiębiorstw do posadzek stosuje się płyty ze szkła-krzemionki, szkła krystalitu i żużla z ceramiki szklanej. Takie podłogi charakteryzują się wysoką dekoracyjnością, trwałością, odpornością na alkalia i kwasy. W warsztatach różnych zakładów chemicznych montowane są posadzki wielowarstwowe z powłokami kwaso- i zasadoodpornymi. Dolną warstwę stanowi powłoka z płyt poliizobutylenowych lub gumowych o specjalnych właściwościach (odpornych na działanie środowiska agresywnego), a wierzchnią warstwę stanowią kwasoodporne płytki ceramiczne układane specjalnymi rozwiązaniami. Dekoracyjne płytki ceramiczne różnego rodzaju znajdują zastosowanie wszędzie przy budowie podłóg w obiektach sanitarnych, łazienkach, pralniach, holach i holach różnych budynków. Zastosowanie płytek ceramicznych do podłóg zapewnia długoletnią eksploatację, obniża koszty napraw (wymieniane są tylko fragmenty podłóg uszkodzone podczas eksploatacji). Podłogi z płytek ceramicznych mają również takie cechy jak: wodoodporność, odporność na kwasy i zasady, dobra odporność na ścieranie, łatwość czyszczenia, możliwość stosowania roztworów dezynfekujących, powstają różne wzory (ozdoby). W ostatnich latach w układaniu podłóg szeroko stosowano różne powłoki polimerowe: linoleum, płytki polimerowe, dywany syntetyczne, samopoziomujące bezszwowe powłoki polimerowe. Posadzki polimerowe w łącznej kubaturze podłóg stanowią 40%, montowane są w budynkach użyteczności publicznej, pomieszczeniach pomocniczych różnych branż, niekiedy w biurach, biurach, mieszkaniach. Zgodnie z obowiązującymi przepisami budowlanymi podłogi drewniane układa się w szkołach, placówkach dziecięcych i medycznych oraz w budynkach mieszkalnych. Podłogi te wykonywane są z desek podłogowych, desek podłogowych oraz produktów parkietowych. W ostatnich latach parkiety znalazły szerokie zastosowanie w budownictwie prywatnym, w biurach w postaci desek parkietowych, desek parkietowych, paneli parkietowych; z mozaiką i wzornictwem artystycznym i dekoracyjnym. 2. Materiały i produkty do podłóg drewnianych Przez długi czas podczas budowy budynków mieszkalnych montowano różne budynki i konstrukcje, podłogi z desek, do których używano głównie produktów z drewna: dębu, buku, klonu, jesionu, modrzewia, świerku, sosny itp. Drewno lipowe i topolowe nie jest dozwolone. Przed pojawieniem się maszyn do obróbki drewna deski i bloki drewna były po prostu dopasowywane do siebie. Następnie, po wynalezieniu obrabiarek, materiały podłogowe zaczęto obrabiać poprzez frezowanie. Aby zapewnić ścisłe dopasowanie desek podłogowych - przednich stron - ich dolną część zwęża się o 1 mm, na jednej krawędzi znajduje się wpust, a na drugiej kalenica. 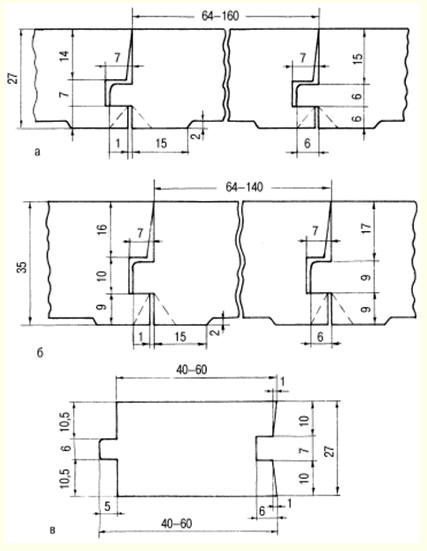 Ryż. 11. Deski podłogowe: a - DP-27; b - DP-35; c - pręt BP-27 Deski podłogowe produkowane są w trzech rodzajach – pierwszy, drugi i trzeci. Deski podłogowe trzeciego typu mają zwykle grubość 37? 40 mm i znajdują zastosowanie przy układaniu podłóg drewnianych w budynkach przemysłowych, halach sportowych i innych pomieszczeniach o zwiększonym obciążeniu podłóg. W budynkach mieszkalnych deski podłogowe o grubości 25? 35 mm, które układane są na poprzeczne pręty (drewniane) - kłody o wielkości 40? 40mm czy 50?? 50 mm. Drewno, z którego wykonane są deski podłogowe i belki poddawane jest wstępnej obróbce antyseptycznej i impregnacji środkami przeciwpożarowymi (uniepalniaczami).Ponadto w celu ochrony deski podłogowej i belek (kłody) przed owadami stosuje się obróbkę poprzez fumigację trującymi gazami w specjalnych komorach grzewczych do temperatury + 100 ° C lub stosuje się wysoce skuteczny preparat „Ermit” (zapewnia ochronę przed wpływami biologicznymi i ognioodporność drewna przez 20 lat). Na deski podłogowe i kraty nakładane są następujące wymagania: wilgotność 12? 3%, chropowatość powierzchni czołowych dla wykończenia transparentnego jest nie mniejsza niż 80 mikronów, dla wykończenia nieprzezroczystego – nie mniejsza niż 200 mikronów, a dla powierzchni innych niż licowe – nie mniejsza niż 50 mikronów. Rozliczanie drewnianych materiałów podłogowych odbywa się w metrach sześciennych, a ich szerokość mierzy się bez uwzględnienia wysokości kalenicy. 3. Materiały i produkty do parkietów W ostatnich latach wzrosło zastosowanie parkietu kawałkowego, mozaikowego, desek parkietowych, desek parkietowych w budownictwie prywatnym (domki, rezydencje, domki letniskowe) oraz na zlecenia naprawy podłóg w budynkach będących w eksploatacji. W budownictwie seryjnym parkiet jest rzadko używany ze względu na wysoki koszt i pracochłonność pracy. Parkiety są zwykle układane w pomieszczeniach mieszkalnych, budynkach użyteczności publicznej, pomieszczeniach pomocniczych przedsiębiorstw przemysłowych. Parkiet blokowy składa się z desek z drewna dębowego i tropikalnego (klasa A), a także buku, wiązu, jesionu, klonu pospolitego, kasztanowca, grabu, modrzewia (klasa B). Marka A odpowiada najwyższej kategorii, a marka B pierwszej. Parkiet mozaikowy Wykonany jest w formie tarcz, podzielonych na dwa rodzaje (zgodnie ze sposobem mocowania listew do podstawy): 1) P1 - deski przykleja się przednią stroną na papierze, który usuwa się po wyłożeniu parkietu; 2) P2 - paski są przyklejone odwrotną stroną do elastycznego (izolującego cieplnie i dźwiękowo) materiału bioodpornego. który pozostaje w konstrukcji podłogi po ułożeniu parkietu. Ten rodzaj parkietu dzieli się również na klasy A i B w zależności od kategorii jakości, rodzaju drewna i obróbki desek. Grubość desek parkietowych mozaikowych wykonanych z drewna liściastego wynosi 8 mm, z drewna iglastego - 10 mm. Długość desek parkietowych wynosi od 100 mm do 230 mm, szerokość od 20 do 30 mm. Podłogi wyłożone parkietem czasami są wykonane z desek parkietowych, które w zależności od konstrukcji podstawy dzielą się na trzy rodzaje: 1) PD1 - z jednowarstwową podstawą z łat wpisanych w kwadraty lub prostokąty usytuowane względem siebie prostopadle; 2) PD2 - z podstawą jednowarstwową wykonaną z łat montowanych w kierunku osi podłużnej deski parkietowej; 3) PD3 - z dwuwarstwowym podłożem złożonym z dwóch warstw listew lub listew i sklejonych ze sobą forniru, ułożonych w kierunku wzajemnie prostopadłym. Deski parkietowe składają się z podstawy w postaci listew oraz pokrycia z listew parkietowych lub forniru. Wymiary desek parkietowych na desce (pokryciu) są następujące: długość - od 150 do 207 mm, szerokość - od 20 do 50 mm; grubość - 6 mm. Do montażu podłóg parkietowych często stosuje się panele parkietowe o rozmiarach od 400? 400 mm do 800? 800 mm, grubość od 22 do 40 mm. Deski te składają się z podkładu, na który przyklejane są listwy parkietowe według określonego wzoru. Na krawędziach paneli parkietowych wykonuje się rowki w celu ich połączenia za pomocą kołków. Deski parkietowe na takich deskach mają następujące wymiary: długość - od 100 do 400 mm, szerokość - od 20 do 50 mm, grubość - 6 mm. W ostatnich latach parkiet artystyczny znalazł zastosowanie jako rodzaj parkietu panelowego do wykańczania podłóg w salonach VIP, biurach, domkach letniskowych, rezydencjach i willach. Parkiet artystyczny wykonuje się na dwa główne sposoby: „intarsja” – gdy wzór składa się z oddzielnych pasków, różniących się kolorem i fakturą, ściśle do siebie dopasowanych; „intarsja” (intarsja) - w główne tło przedniej warstwy drewna wkomponowane są pojedyncze fragmenty drewna innych gatunków o różnej fakturze i kolorystyce. 4. Materiały i produkty polimerowe do podłóg Od kilkudziesięciu lat materiały i produkty polimerowe znajdują szerokie zastosowanie przy montażu posadzek w budynkach użyteczności publicznej i pomieszczeniach pomocniczych przedsiębiorstw przemysłowych – w postaci walcowane (linoleum, wykładziny syntetyczne wszelkiego rodzaju), płytki, arkusze, oraz masy uszczelniające, kompozycje polimerowo-cementowe i polimerowo-betonowe. Linoleum z polichlorku winylu jest najczęściej stosowane do podłóg. W zależności od struktury linoleum jest produkowane przemysłowo w trzech rodzajach: „MP” - wielowarstwowy z przednią warstwą przezroczystej folii z polichlorku winylu z nadrukiem; „M” – wielowarstwowe, jednokolorowe lub marmurkowe „O” – jednowarstwowe, jednokolorowe lub marmurkowe; w formie rolek o długości 12 m, szerokości 1200-1400 mm i grubości 1,5 i 1,8 mm. Do podłóg często stosuje się linoleum z polichlorku winylu na podłożu izolującym ciepło i dźwięk. Linoleum to służy do układania podłóg w pomieszczeniach, w których nie występuje narażenie na działanie materiałów ściernych (takich jak piasek), tłuszczów, olejów, wody i roztworów agresywnych substancji chemicznych. Linoleum z polichlorku winylu na podłożu składa się z dwóch warstw: dolna warstwa to włóknina igłowana, która służy jako podstawa izolująca ciepło i dźwięk, górna warstwa pokryta jest przezroczystą przednią folią z polichlorku winylu z różnymi lub takimi samymi wzorami kolor; całkowita grubość 2 warstw - 3,6 mm, szerokość - 1350 mm, długość rolki - 12 m. Przy układaniu podłóg w pomieszczeniach gospodarczych przedsiębiorstw przemysłowych często stosuje się gumowe linoleum (relin), wielowarstwowe, wykonane z mieszanek gumowych na bazie kauczuków syntetycznych, - jednokolorowe lub wielokolorowe, ze wzorem, w rolkach o długości 12 m, 1000 szerokość mm i więcej, grubość 3 mm. Ten rodzaj linoleum nie kurczy się podczas pracy, jest higieniczny, ma zwiększoną dźwiękochłonność. Od ponad pół wieku w budownictwie, przy układaniu podłóg w obiektach przemysłowych i użyteczności publicznej (w pomieszczeniach gospodarczych), płytki PCV, jedno lub wielokolorowe z gładką lub tłoczoną powierzchnią czołową, rozmiar 300? Grubość 300 mm 1,5 i 2,5 mm - kwadratowa lub trapezowa. W ostatnich latach do pokrycia różnych podłóg (desek, cementu) zaczęto stosować syntetyczne materiały dywanowe, - niestrzępiące się i z włosiem. Najszerzej stosowany do układania podłóg w biurach, domkach, rezydencjach jest dywan syntetyczny, jak kłaczki, których dolna warstwa jest na bazie polichlorku winylu, a górna warstwa to pętelka wykonana z włókien syntetycznych lub mieszaniny włókien syntetycznych i chemicznych. Powłoka ta produkowana jest w rolkach o długości 12 m, szerokości 1,5-2 m i grubości 3-5 mm. Importowane podobne dywany mają szerokość 2, 3, 4 i 5 m. W budowie przedsiębiorstw przemysłowych od wielu lat, różne pasty mastyksowe materiały polimerowe do posadzek bezspoinowych (podkłady betonowe lub żelbetowe). WYKŁAD nr 18. Materiały budowlane 1. Materiały z kamienia naturalnego Materiały z kamienia naturalnego stosowane są w budownictwie od niepamiętnych czasów. Głównymi i szeroko stosowanymi materiałami z kamienia naturalnego są piasek (górski i rzeczny), żwir, kreda, kaolin, tłuczeń kamienny, należące do surowych materiałów kamiennych Oprócz wymienionych materiałów w budownictwie stosuje się przetworzone materiały kamienne: cięte kawałki kamieni i bloki do ścian, kamienie, płyty i wyroby profilowe o różnych obrobionych powierzchniach do zewnętrznych i wewnętrznych okładzin budynków i budowli. Zgodnie z obowiązującymi przepisami i przepisami budowlanymi materiały z kamienia naturalnego klasyfikuje się według następujących kryteriów: masa objętościowa – ciężka – o masie objętościowej większej niż 1800 kg/m 3 i lekki - poniżej 1800 kg/m 3; według wytrzymałości na ściskanie - dla gatunków: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 i 1000 - odpowiednio od 0,4 do 100 MPa. Najpopularniejszym i stosowanym materiałem kamiennym w budownictwie jest piasek górski i rzeczny. Nie mniej szeroko stosowane w budownictwie są takie materiały kamienne, jak kreda i kaolin. Kreda to skała osadowa, której skład chemiczny to czysty węglan wapnia CaCO 3. Kaolin, produkt rozkładu skał zawierających skalenie, ma także szerokie zastosowanie w budownictwie oraz w przemyśle farb i lakierów. Kaolin to biała glinka, pod względem chemicznym jest to uwodniony krzemian glinu; dodawany do farb zawierających kredę w celu poprawy ich właściwości malarskich i technicznych. Do budowy dróg oraz do produkcji wyrobów betonowych i żelbetowych stale i w dużych ilościach stosuje się żwir dolomitowy lub granitowy, będący produktem niszczenia skał, w postaci małych lub stosunkowo dużych kamieni (polerowanych wodą) w rozmiarach od 5 do 75,0 mm, średnia gęstość powyżej 2 g/cm 3. Żwir na mrozoodporność dzieli się na gatunki: Мrz 15, 25, 50, 100, 150, 200, 300. Jako kruszywo grube do betonu monolitycznego, prefabrykatów i wyrobów żelbetowych, a także w budownictwie drogowym, kruszywo kamienne jest stale wykorzystywane w dużych ilościach - w postaci kawałków kamienia o nieregularnych kształtach o wielkości od 15 mm do 150 mm. Kamień kruszony może być naturalny (kamień kruszony) i kruszony. Kruszon kruszony kamień uzyskuje się poprzez kruszenie dużych kawałków skał w zakładach kruszenia kamienia. W zależności od mrozoodporności kruszony kamień dzieli się na następujące gatunki: Mrz 15, 25, 50, 100, 150, 200, 300. Podobnie jak tłuczeń kamienny, kamień gruzowy wykorzystuje się - w budownictwie do wykonywania fundamentów, jako wypełniacz gruzbetonowy przy budowie masywnych konstrukcji betonowych i żelbetowych, przy układaniu i naprawie autostrad. Rozmiary kawałków gruzu kamiennego wynoszą od 150 do 500 mm. Według mrozoodporności kamień gruzowy dzieli się na klasy: Mrz 15, 25, 50, 100, 150, 200, 300. W budownictwie szeroko i w dużych ilościach stosuje się różne kamienne materiały ścienne - cegły, kamienie, małe bloki i płyty, które dzielą się na zwykłe, przeznaczone do układania ścian zewnętrznych i wewnętrznych oraz licowe, do okładzin ścian. 2. Beton Stosowanie różnych rodzajów betonu jest ważnym elementem budowy różnych obiektów przemysłowych i cywilnych. Beton to sztuczny materiał kamienny otrzymywany przez formowanie i utwardzanie mieszanki betonowej składającej się ze spoiwa, wody, kruszyw i specjalnych dodatków w określonej proporcji. W zależności od rodzaju kruszywa beton dzieli się na: kruszywa gęste, kruszywa specjalne i kruszywa organiczne. W zależności od masy objętościowej beton dzieli się na: szczególnie ciężki - o masie objętościowej większej niż 2500 kg/m 3; ciężki - 2000-2500 kg/m 3; lekki - 1800-2200 kg/m 3; lekki - 500-1800 kg/m 3. Beton lekki produkowany jest w następujących rodzajach: na kruszywach porowatych i sztucznych; beton komórkowy, beton wielkoporowaty; szczególnie lekkie - o masie objętościowej mniejszej niż 500 kg/m 3. Beton jest przygotowywany bezpośrednio na placach budowy za pomocą mieszalni betonu różnej wielkości. Do produkcji różnych konstrukcji betonowych i żelbetowych stosuje się ciężkie (konstrukcyjne) betony, przygotowane na spoiwie cementowym, gęste duże i małe kruszywa. Betony lekkie są przygotowywane przy użyciu spoiwa cementowego i porowatego kruszywa grubego lub gęstego kruszywa drobnego i są stosowane w budownictwie przemysłowym, rolniczym i innych. Dla betonów lekkich ustala się następujące klasy i gatunki: klasy wytrzymałości dla betonów konstrukcyjnych - B2,5; B3,5; B5...B40; klasy wytrzymałości betonu termoizolacyjnego - B0,35; B0,75; W 1. Do betonu lekkiego zalicza się arbolit wytwarzany ze spoiwa cementowego, wypełniaczy organicznych i dodatków chemicznych.Arbolit i produkty z niego wykonane są przeznaczone do stosowania w budynkach o różnym przeznaczeniu, o względnej wilgotności powietrza w pomieszczeniach nie większej niż 60% i przy braku agresywnych mediów ( ciekły i gazowy). W budownictwie często stosuje się beton komórkowy, który w zależności od przeznaczenia dzieli się na termoizolacyjny, konstrukcyjno-termoizolacyjny konstrukcyjny i specjalny, ponadto dzieli się je według rodzaju tworzenia się porów na gazobeton i piankę Beton. W zależności od warunków utwardzania beton komórkowy może być autoklawowany lub nieautoklawowany. Dla betonu komórkowego ustala się następujące klasy i gatunki: klasy wytrzymałości na ściskanie - B0,35; B0,75; W 1; B1,5; … W 20; gatunki średniej gęstości - D300, D400, D500...D1200. Gatunki betonu silikatowego o średniej gęstości - D1000, D1100, D1200 ... D2400. Zakłady betoniarskie produkują również betony żaroodporne przeznaczone na wyroby, konstrukcje i obiekty pracujące w temperaturach powyżej +200°C. Do produkcji wyrobów i konstrukcji eksploatowanych w różnych warunkach, narażenia na agresywne środowiska produkowane są betony chemoodporne na bazie furanu, żywicy furano-epoksydowej, mocznika, akrylowych żywic syntetycznych (beton polimerowy) oraz płynnego szkła sodowego lub potasowego z dodatkiem polimeru ( beton polimerowo-silikatowy). 3. Moździerze W budowie budynków i konstrukcji z cegieł, bloków ściennych i paneli stosuje się różne zaprawy. Podczas wykonywania murów stosuje się montaż bloków ściennych i paneli, zaprawy cementowe, które mają skład od 1:1 do 1: 6, tj. od 1 do 6 części piasku pobiera się na jedną objętościową część cementu (zaprawy 1 najczęściej używane są: 1 i 1:2). Zaprawy cementowe w proporcji 1:3 lub 1:4 służą do tynkowania dolnych partii fundamentów w wilgotnym środowisku, cokołów i ścian zewnętrznych budynków. Oprócz zapraw cementowych stosuje się również inne rodzaje zapraw: wapno, gips и mieszane Wszystkie roztwory dzielimy ze względu na ich średnią gęstość w stanie suchym – na ciężkie, o średniej gęstości 1500 kg/m3 i więcej oraz lekki, o średniej gęstości poniżej 1500 kg/m 3; znaki są ustawiane zgodnie z limitem: 4, 10, 25, 50, 75, 100, 150, 200. Marka zaprawy i proporcje w kompozycjach zależą od marki cementu. Na przykład gatunek zaprawy cementowej wynosi 50, przy użyciu cementu M-400 skład będzie wynosić 1: 6 (na jedną część cementu - 6 części piasku). Zaprawy cementowo-wapienne (mieszane) służą do tynkowania ścian zewnętrznych i zwilżonych części budynku. Skład zapraw cementowo-wapiennych (cement: zaczyn wapienny: piasek) w częściach objętościowych: 1: 1: 1; 1:2:8; 1:2:11 i 1:3:15; proporcje te zależą od marki cementu. Zaprawy wapienno-gipsowe przeznaczone są głównie do tynkowania powierzchni drewnianych pomieszczeń niewilgotnych, a także powierzchni kamiennych i płyt pilśniowych. Zaprawy wapienne służą do tynkowania suchych pomieszczeń, konstrukcji z kamienia, cegły, drewna i adobe. Ilość piasku dodanego do roztworu zależy od „zawartości tłuszczu” gliny. Aby poprawić wytrzymałość i jakość pracy podczas murowania i tynkowania, stosuje się plastyfikatory organiczne - środki mikrospieniające (mydło, ług mydlany, odpady sodowizny itp.). wprowadzane są do składu zapraw budowlanych. Do wykańczania elewacji budynków i wnętrz, a także do fabrycznego wykończenia powierzchni czołowych paneli ściennych i dużych bloków, stosuje się zaprawy dekoracyjne: terrazytowe, cementowo-piaskowe, wapienno-piaskowe. Aby uzyskać pożądany wzór, do określonych roztworów tynków dekoracyjnych wprowadza się dodatki barwiące - pigmenty (światłoodporne, zasadoodporne i kwasoodporne - naturalne i sztuczne). Do wypełniania kanałów sprężonych konstrukcji żelbetowych stosuje się tak zwane zaprawy iniekcyjne - cementowo-piaskowe i cementowe.Do układania pieców przemysłowych i innych jednostek cieplnych wykonanych z cegły glinokrzemianowej stosuje się specjalną zaprawę szamotowo-cementową, która jest odporna na ciepło. Do podobnych prac wykorzystuje się także zaprawę szamotowo-boksytową (przy układaniu elementów pieców pracujących w temperaturach od +1300 do +1350°C). Do produkcji tych żaroodpornych roztworów stosuje się cement portlandzki i plastyfikowany cement portlandzki jako spoiwo w zaprawach szamotowo-cementowych, a w zaprawie szamotowo-boksytowej stosuje się płynne szkło sodowe o module 2,5-3. 4. Kruszywa nieorganiczne do betonu Jako kruszywa nieorganiczne do betonu stosuje się niemetalowe materiały budowlane, tłuczeń kamienny, żużel i piasek z odpadów z różnych gałęzi przemysłu, a także porowate materiały naturalne i sztuczne. Kruszywo i piasek z odpadów przemysłowych (wydobywczych i przetwórczych) klasyfikuje się jako gęste materiały. porowate materiały naturalne to tuf i pumeks pochodzenia wulkanicznego. kruszywa gruboziarniste to tłuczeń kamienny i żwir, drobny - piasek. Tłuczeń żużlowy jest stosowany jako duże gęste kruszywo do produkcji ciężkiego betonu prefabrykowanych i monolitycznych konstrukcji betonowych i żelbetowych, części budynków i konstrukcji. Ze względu na wytrzymałość kruszony kamień z gęstych żużli hutniczych dzieli się na następujące gatunki: DR 15, DR 25, DR 35, DR 45. W produkcji lekkiego betonu (izolacyjnego i konstrukcyjnego) jako kruszywo stosuje się żwir i keramzyt. Materiały te to porowate, sztuczne kruszywa. Piasek keramzytowy uzyskuje się przez kruszenie żwiru keramzytowego. W zależności od gęstości żwir każdej frakcji dzieli się na gatunki: 250, 300, 350, 400, 450, 500 i 600. Piasek keramzytowy, w zależności od gęstości i frakcji, ma klasy od 500 do 900. W produkcji lekkiego betonu konstrukcyjnego i konstrukcyjno-izolacyjnego stosuje się tłuczeń kamienny (żwir) i piasek termolitowy. Do produkcji lekkiego betonu konstrukcyjnego szeroko stosuje się kruszywo kamienne i piasek agloporytowy, które uzyskuje się przez kruszenie placków powstałych w wyniku aglomeracji wsadu ziarnistego, składającego się z naturalnych surowców mineralnych i odpadów przemysłowych. Do produkcji lekkich betonów termoizolacyjnych i konstrukcyjnych oprócz wyżej wymienionych porowatych kruszyw sztucznych wykorzystuje się żwir i piasek szungizytowy. Taki żwir otrzymuje się przez prażenie skał zawierających szungit, a piasek otrzymuje się przez kruszenie tego żwiru. Żwir szungizytowy każdej frakcji, w zależności od gęstości nasypowej, dzieli się na gatunki 200, 250, 550, a piasek z powyższego żwiru dzieli się na gatunki 500-900. W budownictwie od dawna szeroko stosuje się piasek i tłuczeń kamienny, ekspandowany perlit, otrzymywany przez mielenie i obróbkę cieplną skał wulkanicznych zawierających wodę. Materiały te wykorzystywane są do produkcji betonu lekkiego, a piasek perlitowy wykorzystywany jest także do zasypek termoizolacyjnych, zapraw tynkarskich, materiałów i wyrobów do izolacji cieplnej i akustycznej. Gatunki ekspandowanego piasku perlitowego według gęstości nasypowej - od 75 do 500 i kruszony kamień - od 200 do 500. Od ponad pięćdziesięciu lat tak wspaniały materiał, jakim jest wermikulit ekspandowany, jest stosowany w budownictwie jako zasypka termoizolacyjna w temperaturach izolowanych powierzchni od -260°C do +100°C. Materiałem wyjściowym do produkcji wermikulitu ekspandowanego metodą wypalania są naturalne uwodnione miki. Gatunki wermikulitu według gęstości nasypowej - 100, 150, 200. 5. Produkty na bazie spoiw mineralnych Od wielu lat (w XX-XXI wieku) w budownictwie szeroko stosowane są różne produkty na bazie spoiw mineralnych. Najczęstsze w produkcji robót budowlanych są wyroby gipsowe i gipsowo-betonowe. Płyty gipsowe są często stosowane na ścianki działowe w budynkach o suchych i normalnych warunkach pokojowych. Szeroko stosowany w XX wieku. a obecnie arkusze płyt gipsowo-kartonowych są wykorzystywane do wykańczania i układania ścian i ścianek działowych w budynkach i pomieszczeniach o suchych i normalnych warunkach wilgotnościowych, a także do produkcji wyrobów dekoracyjnych i dźwiękochłonnych. Do montażu przegród nośnych w budynkach o różnym przeznaczeniu stosuje się płyty gipsowo-betonowe, wykonane z betonu na spoiwie gipsowym lub zawierającym gips. W budownictwie stosowane są różne produkty azbestowo-cementowe: blachy płaskie i profilowane, płyty i panele do ścian i pokryć, rury i kształtki. Wyroby z cementu azbestowego posiadają wiele cennych właściwości: mrozoodporność, wodoodporność, wysoką przewodność cieplną, są łatwe w polerowaniu i obróbce mechanicznej, nie gniją, są ognioodporne. Od dawna w budownictwie stosowane są płytki cementowo-piaskowe, powstałe z mieszanki cementu portlandzkiego, piasku i gliny. Płytki takie mają następujące wymiary: długość 390 mm, szerokość 240 mm i grubość 8-10 mm, głębokość rowków wynosi około 5 mm, a wysokość czopów do zawieszenia wynosi co najmniej 10 mm. W celu zamocowania do poszycia dachu, podczas produkcji w dachówce w części przeznaczonej do pokrycia wykonuje się jeden otwór przelotowy. W miastach do układania prefabrykowanych chodników, ogrodnictwa krajobrazowego i ścieżek pieszych, lądowisk na liniach komunikacji miejskiej, szeroko i szeroko stosowane są betonowe płyty chodnikowe, wykonane z ciężkiego betonu z różnymi dodatkami, które zapewniają długotrwałą eksploatację takich produkty. Betonowe płyty chodnikowe wykonujemy w formie kwadratu, prostokąta, sześciokąta foremnego lub figur zamkniętych krzywoliniowo. Na bazie spoiw mineralnych produkowane są różnorodne wyroby architektoniczno-budowlane w postaci dekoracyjnych płyt elewacyjnych z mozaikowymi, ozdobnymi powierzchniami, przeznaczone do okładzin zewnętrznych i wewnętrznych elementów budynków i budowli. Produkowane są również betonowe płyty elewacyjne, wykorzystywane do licowania ścian i cokołów budynków i konstrukcji kamiennych. Oprócz wyżej wymienionych produktów w budownictwie (głównie niskie), betonowe kamienie ścienne stosowane są do konstrukcji nośnych i ogrodzeniowych budynków mieszkalnych, użyteczności publicznej, przemysłowych i rolniczych. Kamienie te są wykonane w postaci pełnych i pustych prostokątnych równoległościanów, są zwykłe i twarzowe. Te ostatnie wykonane są z malowanymi i niepomalowanymi powierzchniami frontowymi. Kamienie betonowe produkowane są przez betoniarnie typu: „SKT” – ze spoiwem cementowym; „SKI” – na wapieniu; „SKSH” – na żużlu; „SKT” - na spoiwie gipsowym. 6. Prefabrykaty betonowe i żelbetowe Stosowanie prefabrykatów betonowych i wyrobów żelbetowych stanowi podstawę budownictwa kapitałowego w wielu sektorach gospodarki kraju. W budownictwie mieszkaniowym i cywilnym stosowana jest szeroka gama prefabrykatów betonowych i żelbetowych: fundamenty żelbetowe monolityczne, bloczki ścienne, żelbetowe płyty podłogowe, biegi schodów i podestów, panele ścienne i działowe, parapety, poprzeczki, balkony, jednostki sanitarne, parapety i inne produkty. Żelbet jest głównym materiałem budowlanym, w którym beton (różnego rodzaju - lekki, ciężki itp.) I zbrojenie stalowe (ze stali specjalnej klasy 35GS-AP, A - III, A - IV) są ze sobą łączone, poddawane rozciąganiu strefie konstrukcji i odczuwaniu naprężeń rozciągających.W takim wyrobie naprężenia ściskające przenoszone są na beton. Konstrukcje żelbetowe mogą być monolityczne, betonowane na placu budowy (wylewane monolityczne fundamenty żelbetowe, a także ściany nośne budynków - przy użyciu specjalnych szalunków - z wykorzystaniem nowej technologii przy wznoszeniu budynków mieszkalnych) oraz prefabrykowane, montowane na plac budowy z pojedynczych elementów (płyty ścienne lub bloczki w budownictwie wielkopłytowym). W budownictwie przemysłowym stosuje się również szeroką gamę prefabrykatów betonowych i żelbetowych: bloki fundamentowe (FBS-4, FBS-5 itp.), poduszki, belki, poprzeczki, prefabrykowane pale betonowe i żelbetowe, wiązary, łuki, belki podsuwnicowe, pomosty schodowe i platformy itp. W budownictwie transportowym szeroko stosowane są podkłady żelbetowe (zamiast drewnianych), elementy platform pasażerskich i towarowych, przepusty i rury żelbetowe, a także prefabrykowane i żelbetowe nadbudówki mostów używany. W budownictwie rolniczym stosuje się szeroką gamę prefabrykatów betonowych i żelbetowych: bloki fundamentowe (FBS1, FBS-2, FBS-3 itp.), poduszki fundamentowe, fundamenty żelbetowe wylewane na miejscu, kratownice, słupy , belki, panele podłogowe, ściany i ścianki działowe, elementy szklarni, szklarnie, silosy, tace żelbetowe (L-3, L-4, L-5), elementy prefabrykowanych studni żelbetowych. Dla systemów melioracyjnych takie prefabrykaty betonowe i żelbetowe produkowane są jako rury do rurociągów ciśnieniowych ze sprężoną armaturą, rury gładkie o swobodnym przepływie, korytka żelbetowe (L-4, L-5, L-6), pierścienie żelbetowe oraz przykrycia, płyty żelbetowe (leżą w otwartych kanałach nawadniających). W kanalizacji miejskiej stosuje się również żelbetowe rury bezciśnieniowe kielichowe, bezciśnieniowe rury gładkie, pierścienie i pokrywy żelbetowe. Do wykonania ogrodzeń ważnych obiektów przemysłowych (elektrownie atomowe, zakłady wojskowe, poligony itp.) wykorzystuje się elementy prefabrykowanych ogrodzeń żelbetowych. Podczas układania napowietrznych linii elektroenergetycznych i komunikacyjnych powszechnie stosuje się podpory żelbetowe o różnych kształtach - okrągłe, kwadratowe, prostokątne; te same produkty stosuje się również przy elektryfikacji kolei. Autor: Alekseev V.S.
▪ Kontrola i weryfikacja. Notatki do wykładów ▪ Teoria rządu i praw. Kołyska ▪ Angielski dla lekarzy. Notatki do wykładów
Maszyna do przerzedzania kwiatów w ogrodach
02.05.2024 Zaawansowany mikroskop na podczerwień
02.05.2024 Pułapka powietrzna na owady
01.05.2024
▪ sekcja witryny Rzeczy szpiegowskie. Wybór artykułów ▪ artykuł Zadaszenia od słońca. Wskazówki dla mistrza domu ▪ artykuł Co znajduje się w obszarze USA, którego numer kierunkowy to 321? Szczegółowa odpowiedź ▪ artykuł babka lancetowata. Legendy, uprawa, metody aplikacji ▪ artykuł Prosty opiekun samochodowy. Encyklopedia elektroniki radiowej i elektrotechniki
Strona główna | biblioteka | Artykuły | Mapa stony | Recenzje witryn
www.diagram.com.ua |


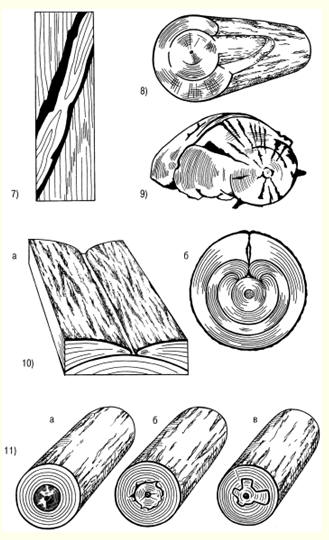
 Zobacz inne artykuły Sekcja
Zobacz inne artykuły Sekcja 